

- 更新时间:2024-04-30 16:10
所属行业:机床 机床加工合作 机械零件加工 -
发货地址:广东东莞虎门
信息编号:144874446,公司编号:6988448
产品规格:不限
产品数量:9999.00 个
包装说明:不限
产品单价:面议
官方网址:http://hongjia99.cn.b2b168.com/
- 15362808930 李会军
- 查看数:125人
广东cnc对外加工 生产加工服务能力*
- 相关产品:
广东cnc对外加工
- 所在区域:广东东莞虎门
- 经营性质:有限责任公司
- 企业类型:生产加工
- 注册地:东莞
- 主营产品:cnc加工,精密零件批量加工,机械零部件加工
- 企业已认证
- 个人实名未认证
- 产品分类
- 商家其他产品推荐
- 产品详细信息
较近有个朋友问我说加工中心加工的复杂曲面类零件有哪些,其实写那么加工中心可以加工复杂曲面类零件,但是复杂曲面类零件具体有哪些倒是没有写出来,今天小编就介绍一下复杂曲面类型零件有哪些,使用什么类型加工中心可以加工出来。
加工中心加工的复杂曲面类零件有哪些
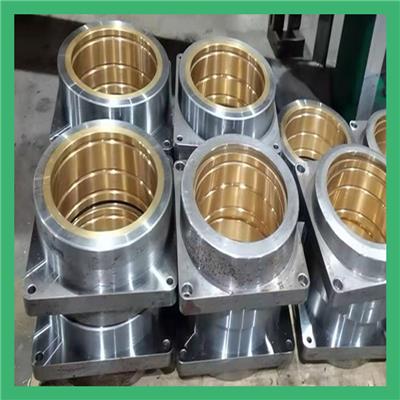
复杂曲面类型零件主要是指由复杂曲线、曲面组成,其形状复杂、要求精度较高的零件,这类零件一般都是出现在军事、航空、**、科研、精密机械等行业上,比如飞机涡轮发动机叶片、船用螺旋桨、大型柴油机曲轴、导风轮、凸轮等这些都是复杂曲面类零件。以下的图片都是复杂曲面类型的零件。
加工复杂曲面类零件使用什么类型加工中心
加工复杂曲面类型零件必需使用多坐标联动加工,在常规的三轴加工中心很难加工甚至无法加工此类零件。加工此类零件必需采用四轴联动或者五轴联动的加工中心才能将此类零件加工出来,使用五轴加工中心完成可加工复杂曲面类型的零件的,并且加工精度高、质量稳定、互换性好。所以,此类零件必需选择五轴加工中心才可以完成加工,五轴加工中心可以对零件一次夹装完成多个面的加工,总得来说一次夹装可完成零件的80%-90%的加工内容,减少夹装次数,提高加工精度和缩短加工用时。
加工后模常碰到的问题:
后模有原身科或镶科二种,后模同前模一样是钢料,材料较硬,应尽量用刀把加工,常用刀路是曲面挖槽外形,平行铣光刀,选刀的原则是大刀开粗→小刀开粗→大刀光刀→小刀光刀。后模图通常是铜公图缩小料位加上PL面,枕位,原身留出的东西而成,如果料位比较均匀,可以直接在加工信息量里留负料位即可,但是PL(分型面),枕位,碰穿面不能缩料位。这时可以先把这些面正向补正一个料位或者把科画出来。
原身科常碰到的一个问题是球刀清不到利角,这时可以用平刀走曲面陡斜面加工清角,如镶科,则后模分为藏框和科芯,加藏科时,要注意多走几遍空刀,不然框会有斜度,上边准数,下边小,很难配模,特别是较深的框,一定要注意这个问题,光框的刀也要新好,并且选用大一点的刀。
科芯如果太高,可以先翻过来加工框位,然后装配进框后,再加工形状,有时有支口,要注意,不要过切用球刀光形状时一定要保护支口台阶。
为了方便配模式,框尺寸可以比科芯外形尺寸小-0.02/s 科芯光刀时公差和步距可以稍大一点,公差0.01~0.03进给0.2~0.5。
基本能够熟练工作
软件熟练,快捷键熟练,操作行云流水,了解模具装配,知道加工面的留量如何配合模具的装配,知道加工面的留量导致的产品问题并进而导致的产品将来的装配问题,知道如何保守加工以防止未来出现的模具装配和产品结构和装配问题。
熟悉数据的安全。
知道如何加工六面均需要加工的制品的定位。
对容易变形的铜公筋,钢料懂的如何下刀。
对用铣床半开粗过的模具,了解如何测绘残料,节省时间或防止撞刀。
在金属材料加工中,根据被加工工件的特点选择合适的刀具,能够充分发挥机床的性能,提高生产效率,降低生产成本。将单价、效率、寿命及缩短的辅助时间等因素综合起来考虑,就会发现,选用高速、高效和高寿命的刀具,单件产品的综合生产成本将会更低。从而可得知选择合适的刀具是机械零件加工中提高生产效率的关键!
装夹工件的注意事项
1)在夹持工件时,要注意码仔的位置及压板上螺帽螺栓的伸出长度适中,另外在锁角仔时螺丝不可**底。
2)铜公一般为锁板加工,上机前应对照程序单上的开料数确保相符,同时应检查收板螺丝是否收紧。
3)对于一板收多块铜料的情况,应检查方向是否正确,各铜料加工时是否干涉。
4)根据程序单之图形状以及工件尺寸之数据进行收夹工件,必须注意:工件尺寸数据的写法为XxYxZ, 同时,若有散件图者,须核对程序单的图形与散件图的图形是否相符,注意哪个方向向出,以及X,Y轴的摆法。
5)装夹工件时必须核对工件尺寸是否符合程序单的尺寸要求,有散件图的须核对程序单的尺寸与散件图的尺寸是否相同。
6)工件上机前应清洁工作台及工件底部。机床台面及工件面应用油石推掉毛边及碰坏的位置。
7)码码仔时,确保码仔不会被刀碰伤,必要时可与编程师沟通。同时,如果底部垫正方,则码仔必须对准垫正方之位置,以达到受力均衡之目的。
8)使用虎钳装夹,必须了解刀具加工深度,以防被夹位置过长或过短。
9)螺丝必须收入T型块内,不得只用一部份螺纹,如需接驳螺丝时,上下螺丝必须各用一半接头的螺纹,压板上螺帽的螺纹必须完全使用,不得只收几牙螺纹。
10)定Z深度数时要看清程序单碰数之位置,以及Z较高点的数据,输好数据入机床后,须再核对一次。
- 商家联系方式
- 我要给商家留言
- 商家产品推荐








- 相关产品推荐