

- 更新时间:2024-04-27 23:10
所属行业:机械 其他行业**设备 -
发货地址:河南郑州中原区
信息编号:227062499,公司编号:6482540
产品规格:不限
产品数量:9999.00 个
包装说明:不限
产品单价:面议
官方网址:http://zzyh0371.cn.b2b168.com/
- 13014530093 李工
- 留言数:1人
- 查看数:30人
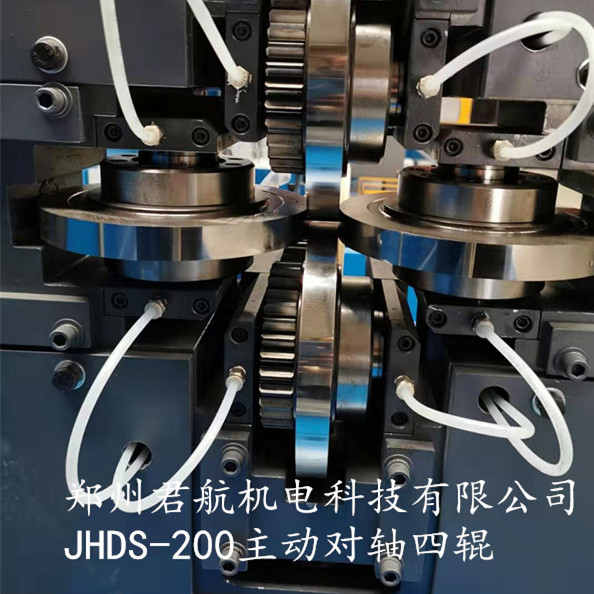
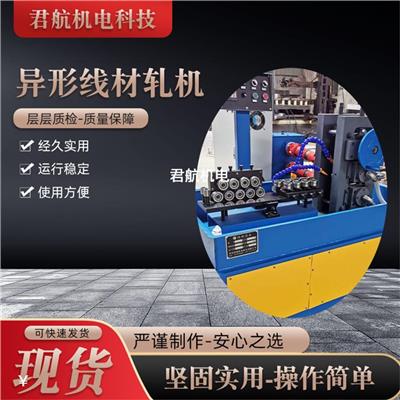
君航机电科技有限公司 湖南异型丝轧机
- 相关产品:
- 所在区域:河南焦作
- 经营性质:私有企业
- 企业类型:生产加工
- 注册地:河南省焦作市**开发区樱花街5号
- 主营产品:埋弧焊丝放线架,精密轧机设备厂家,矩形异形线材轧机,不锈钢异形钢丝,异型钢丝压延设备,不锈钢三角丝轧制设备,异形钢丝设备厂家
- 企业已认证
- 个人实名未认证
- 产品分类
- 商家其他产品
- “君航机电科技有限公司 湖南异型丝轧机”详细信息
焦作君航机电科技有限公司成立于2012年03月02日,注册地位于焦作高新区樱花街5号7层715-1号,法定代表人为李亚。经营范围包括销售、安装:机械电子产品、线材设备、环保设备、机械设备;销售:电子产品原材料;机械设备的设计与技术服务。
精密轧制工艺包括模具制作、棒料加热、精轧成型、精整矫直等工序。与现有的楔横轧粗轧技术相比,节材率提高10%以上,零件的综合机械性能提高5%以上。精密轧制轧出的成品,其公差带比国际标准的高精度公差小1/2左右,轧出的棒材、线材, 不需经过拉拔或切削,就可以直接进行磨削加工由于工序的省略,成材率提高, 从而降低成本因此, 精密轧制钢材的有求量逐年, 尤其对一些合金钢, 其原料成本高, 精密轧制就更具有其意义。
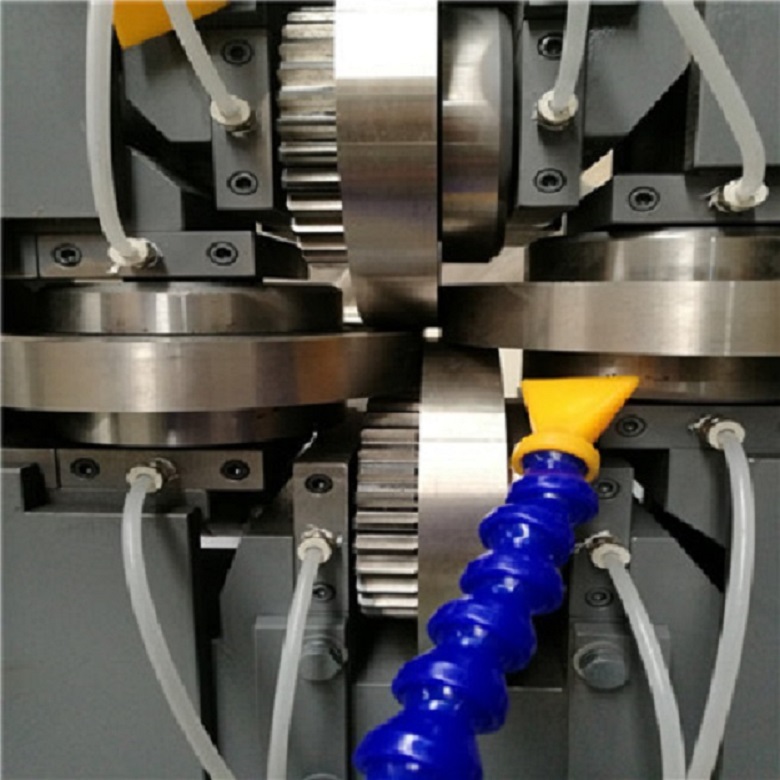
轧辊轴承的作业环境
轧辊轴承是用来支撑轧辊的,与一般用途的轴承相比较,轧辊轴承有以下:
承受很高的单位压力
因为轴承座外形尺度受到限制,不能大于辊身小直径,且辊颈长度又较短,所以轴承上单位载荷大。一般轧辊轴承的单位压力可高达2000-4800Mpa,为一般轴承的2-5倍,而且pv值(单位压力和线速度的乘积)是一般轴承的3-20倍。
作业速度差别大
不同的轧机有不同的作业速度要求,其速度差别还是很大的,例如,现代化的六机架冷铸连轧机出口速度已达42m/s,高速线材轧机出口速度达到100m/s,而有的低速轧机速度只有0.2m/s。显然,不同速度的轧机应采用不同类型的轴承。
作业条件恶劣
热轧时轧辊要经水冷却,有些脏污水、氧化铁屑等易于浸入轴承。冷轧机选用工艺光滑剂(乳化液等)来光滑冷却轧辊与轧件的材质、其光滑剂是不能与轴承乳化液相混合的。这样就对轴承的密封提出较高的要求。
因此,对轧辊轴承的要求是较大的承载能力、冲击系数小、耐冲击力,并在不同速度下作业;在结构上,要求径向尺度应尽可能小(以便选用较大的辊颈直径),有优异的光滑和冷却条件。必要时,需从轧机上拆下轧辊轴承进行检测并养护,从而得到化的轧辊轴承使用寿命。轴承维护与保养的频率应视轧机工作情况而调整,首要是根据作业状况而定。一般的维护频率为满负荷轴承工作每隔三个月实施检查一次,大多数轧机每隔六个月维护一次,轻负荷的工作轧机每隔十二个月维护一次。
轧辊轴承在初期工作1000h后应予以分别查看。在维护过程中需完全清洗轴承,同时查看油封是否完好,如果失效,就应完全替换油封,假如没有发现反常,可延伸*2次查看时间,例如,每工作2000h后或更长时间,从轧机上拆下轴承和轴承座等组件,查看工作状况,并记载每次轴承在轧机的方位及承载区。
精密轧机轴承故障的防范对策
1、轴承装配过程中的防范对策
轴承的安装一般分为压入安装和热装两个部分,压入安装一般利用压力机或者人力进行,由于装配技法不到位可能造成轴承轴辊等部位受损,因而在安装时要注意安装力度, 比如四列圆锥滚子轴承的安装过程中,需要首先将轴承步入轴承箱,然后再将轴承箱植入轴颈中。四列圆锥滚子轴承外圈与轴承箱孔亦采用动配合,先将外圈 A 装入轴承箱。同时保证出厂时轴承内外圈以及隔圈都印有字符符号,保证装入曲轴箱的次序,防止轴承游隙的改变。
热装环节一般针对大型轴承而言,由于一般的机械很难产生巨大的推力将轴承压入大型轧机中,因而采用在油中将轴承加热,使其膨胀之后再装入轴上。在使用这种方法时要注意轴承加热的温度一般为 100℃,装配时需要将轴承吊起来进行,安装完毕后还要避免轴承的热胀冷缩对使用的影响,使用轴螺母使之紧固。
2、检查轴承
为了保证轴承装配的质量,需要对轴承进行检查,该检查过程分为装配前的检查、运行中的检查、静止状态的检查、拆后检查等多个环节。
1)在轴承装配前需要对轴承各部分的规格和尺寸进行严格检查,按照相应轧机的正确装配过程对其进行良好的装配, 务必要核对重点器件的尺寸,比如要保证轴承游隙和定位轴承游隙在合理安全的范围内。
2)在运行过程中,也需要通过的听检设备,对运行中的轴承进行听检,这一检查过程重点对轴承内部运作情况进行检视,需要使用的检测仪进行,提前预防潜在故障的发生。
3)在轴承运转停止后,要及时对轴承相关部件进行检查, 对轴承关键部位有无松动进行检测,以防止污染物对轴承本体的污染,造成轴承过度运转以及损坏。在静止检查过程中, 需要对损伤的轴承进行更换,以免造成更为严重的机械损伤, 使得轴承面临更大风险。
4)轴承安装完毕后,还要对轴承进行进一步的安装校验, 确保其安装不存在纰漏。具体的校验步骤为工人用手旋转轴承,进行听检校验,检查是否存在压痕异响或异物异响。排除压痕异响和异物异响之后,还需要进行动力运转检验,检验在没有负荷作用到有负荷作用,并在慢慢提速的过程中, 是否会存在润滑油泄露的情况,如果出现问题应该及时进行检修。
以上轴承检查环节基本做到了对不同运行状态下轴承健康状况的全面掌握,通过检查也可看出轧机轴承的故障多发且在实际检修过程中存在较大的安全疏漏,只有更加全面细致地完善轧机轴承的检修与保养,才能保证轧机在实际使用过程中尽可能少出现故障。
精密轧机轧辊轴承要格外思考的首要运用条件有:
①转速:这儿不光要思考转速,有时转速慢也是个疑问,转速慢不简略构成光滑油膜;
②受力大:而且多列翻滚体受力不均,有时乃至某些列不受力;
③内外圈偏疼:这首要体如今轴承游隙上,它直接影响轧制板带材的精度;
④轴向力:关于轧机用四列圆柱滚子轴承,因为其不能接受轴向力,应别的思考;
⑤高温:这是一个也许致使光滑不良的要素。
焦作君航机电科技有限公司公司本着质量、拼搏创新、以高起点、高质量的产品。公司本着用户、诚信服务、以高起点、率,坚持以客户为中心,售前做到咨询、合理建议、科学方案,做到质量跟踪、客户档案、维护。
- “君航机电科技有限公司 湖南异型丝轧机”联系方式
- 我要给“君航机电科技有限公司 湖南异型丝轧机”留言
- “君航机电科技有限公司 湖南异型丝轧机”商家推荐产品


- 君航机电科技有限公司 湖南异型丝轧机相关产品
-
进口矿石进口进口报关要多久
安徽**管管道厂家 工期快 承接全国
松原淘宝代运营托管外包公司 电商公司排行榜
石家庄企业展馆建设
出口家具到巴格达DDP还是DDU好 电器运输到马来西亚到港
明华叉车-凉山堆垛车-服务好
九江自来水非开挖**管厂家
西双版纳地下水管漏水检测咨询 快速准确定位漏水点
宁波市象山消灭苍蝇幼虫
上海固体PAC电话 量大从优
进口矿石进口报关许可证申请流程
仿真绿雕 呼和浩特新农村建设仿真绿雕制作 诚信经营
宁波古林镇灭跳蚤 灭四害公司
和田mpp电力拉管 工期快 承接全国
佛山酒楼海鲜池定做 上门设计超市海鲜池方案 丹灶镇移动式海鲜池制作
任丘本地发电车租赁 型号齐全
北京面料色卡供应商 布料色卡
葡萄籽油 北京橄榄油进口报关不会付汇怎么办
无水草酸_徐州供应草酸厂家_污水处理高含量
欢迎来电洽谈 龙岩纸制品检测*三检测中心 GB/T 25002-2010
常熟液体聚合氯化铝供应 产品齐全