
- 更新时间:2024-04-30 17:01
所属行业:仪器仪表 光学仪器 -
发货地址:江苏苏州昆山市
信息编号:229622880,公司编号:17905250
产品规格:不限
产品数量:1.00 平方米
包装说明:标准
产品单价:10.00 元/平方米 起
官方网址:http://szckjszpzd.cn.b2b168.com/
- 15162611120 唐先生
- 查看数:30人
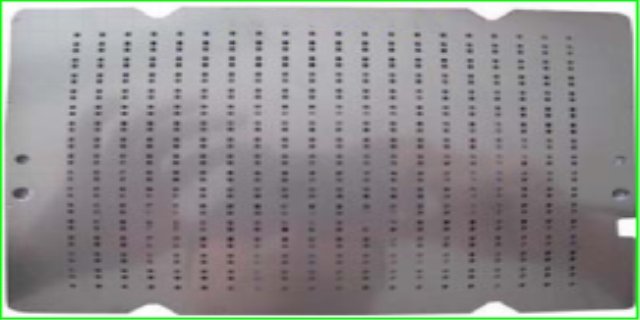
2205不锈钢筛网 创新服务 苏州创阔金属科技供应
- 相关产品:
真空扩散焊
- 所在区域:江苏苏州昆山市
- 经营性质:其他有限责任公司
- 企业类型:生产加工
- 注册地:江苏省
- 主营产品:金属狭缝片,掩膜板,微孔加工,光栅光阑
- 企业已认证
- 个人实名未认证
- 产品分类
- 商家其他产品推荐
- 产品详细信息
扩散焊是以“物理纯”表面的主要特性之一为根据,2205不锈钢筛网,该种表面由于开裂的原子键而具有“结合”能力。采用真空和其他净化表面的方法之后,就有可能利用上述原子结合力,来连接两个和两个以上的表面,随后表面上产生的扩散过程提高了这一连接的强度,2205不锈钢筛网。扩散焊接要求有一足够的挤压力,以便使焊接表面之间的距离缩短到原子之间力的相互作用半径。连接某一材料所需的压力应足以消除工件表面微观的不平度。在真空中,**再结晶温度时只施加不大的压力,就足以使相接触的焊件接合如果连接区域扩散开,并具有体积特性时,2205不锈钢筛网,则就获得了连接的可靠性和强度。真空扩散焊时真空度只达到5×10-4乇,被焊零件周围气氛的比较低纯度为%时已能获得良好的结果。 创阔金属的镍合金的扩散焊 。2205不锈钢筛网
真空扩散焊技术的特点,创阔金属在制作焊接中,一、焊接过程是在没有液相很小过渡相参加下,形成接头后再经过扩散处理的过程。使其成分和基体一致,接头内不残留任何铸态,原始界面消失。因此能保持原有基金属的物理,化学和力学性能,不会改变材料性质!二、扩散焊由于基体不过热或熔化,因此几乎可以在不破坏被焊材料性能的情况下,焊接
金属和非金属材料。特别适用焊接用一般焊接方法难以实现,或虽可焊接但性能和结构在焊接过程中容易受到严重破坏的材料。如弥散强化的高温合金,纤维强化的硼—铝复合材料等。 热管式换热器紫铜与高温合金扩散焊接。
三、可焊接不同类型,甚至差别很大的材料。包括异种金属,金属与陶瓷等冶金上互不相溶的材料。四、真空扩散焊接可焊接结构复杂以及厚薄相差很大的工件。五、加热均匀,焊件不变形,不产生残余应力。使工件保持较高精度的几何尺寸和形状。工艺参数对焊接质量的影响,创阔金属多年经验分析,并能很好掌控技术,一,焊接温度,焊接温度越高,扩散系数越大,金属的塑性变形能力越好,焊接表面达到紧密接触所需的压力越小,所获得的接头强度越高。但是,加热温度的提高要受到被焊材料的冶金和物理化学特性方面的限制,如再结晶、低熔共晶和金属间化合物的生成等,此外,提高加热温度还会造成母材软化,这些变化直接或间接地影响到扩散焊接过程及接头的质量。因此,当温度**某一限定值后,再提高加热温度时,扩散焊接头质量不仅得不到提高,甚至反而有所下降。不同材料组合的焊接接头,应根据具体情况,通过实验来确定焊接温度。二,焊接压力,扩散焊接时施加压力的主要作用是促使焊件表面产生塑性变形并达到紧密接触状态,使界面区原子,加速扩散与界面孔洞的弥合及消失,防止扩散孔洞的产生。压力越大,温度越高,紧密接触的面积也越大,但不管压力多大,在扩散焊的阶段焊接表面无法达到100%的紧密接触状态,总有一小部分局部未接触的区域演变为界面孔洞。因此,在加压变形阶段,就要设法使绝大部分焊接表面达到紧密接触状态。
扩散焊的分类
根据被焊材料的组合方式和加压方式的不同,扩散焊可以分成:同种材料扩散焊、异种材料扩散焊、加中间层的扩散焊、过渡液相扩散焊、**塑性成形扩散焊、热等静压扩散焊等。
创阔金属对**塑性是指在特定的条件下,即在低的应变速率(ε=10-2~10-4s-1),一定的变形温度(约为热力学熔化温度的一半)和稳定而细小的晶粒度(0.5~5μm)的条件下,某些金属或合金呈现低强度和大伸长率的一种特性。其伸长率可**过很高以上,如钢的伸长率**过500%,纯钛**过300%,铝锌合金**过1000%。目前常用的**塑性成形的材料主要有铝合金、镁合金、低碳钢、不锈钢及高温合金等。 换热器板片,流道片加工扩散焊接。
扩散焊焊缝的形成过程可分为以下三个阶段:
阶段是物理接触阶段;
*二阶段是相互扩散和反应阶段;
*三阶段是接合层的成长阶段。
真空扩散焊接的过程的三个阶段并没有明确的界限,而是相互交叉进行的,甚至有局部重叠,很难准确确定其开始与终止时间。
焊接区域经蠕变、扩散、再结晶等过程而较终形成固态冶金结合,可以形成固溶体及共晶体,有时也可能生成金属间化合物,从而形成可靠的扩散焊。 较终把需要的结构零件制作成的,我司设计研发等一整套方案为您服务。
真空扩散焊接的特点。微孔加工技术
不锈钢与钼扩散焊 接技术。2205不锈钢筛网
扩散焊的基本原理:
将需要焊接的两焊件紧压在一起,然后置于真空或保护气氛,加热、加压,氧化膜破碎,表面微观凸起处发生塑性变形和高温蠕变而达到紧密接触,原子扩散,若干微小区域出现界面间的结合,保温,原子扩散扩大,整个连接界面均形成金属键结合,完成了扩散焊接过程,这就是基本过程,
扩散焊时,通过温度、压力、时间、保护气氛、真空条件等为实现金属间原子相互扩散与金属键结合创造了条件。
扩散焊前,通常对材料表面进行机械加工、研磨、抛光和清洗,但无论焊前如何加工处理,加工后的材料表面在微观上仍然是粗糙的,且表面还常常有氧化膜覆盖。
苏州创阔金属制品有限公司是一家有着雄厚实力背景、信誉可靠、励精图治、展望未来、有梦想有目标,有组织有体系的公司,坚持于带领员工在未来的道路上大放光明,携手共画蓝图,在江苏省苏州市等地区的机械及行业设备行业中积累了大批忠诚的客户粉丝源,也收获了良好的用户口碑,为公司的发展奠定的良好的行业基础,也希望未来公司能成为行业的**,努力为行业领域的发展奉献出自己的一份力量,我们相信精益求精的工作态度和不断的完善创新理念以及自强不息,斗志昂扬的的企业精神将**苏州创阔金属制品和您一起携手步入辉煌,共创佳绩,一直以来,公司贯彻执行科学管理、创新发展、诚实守信的方针,员工精诚努力,协同奋取,以品质、服务来赢得市场,我们一直在路上!
- 商家联系方式
- 我要给商家留言
- 商家产品推荐
- 相关产品推荐
-
成都到甘肃定西物流公司 宁强公司价格低
3M5926
亚马逊装饰灯SI 2016 No. 1091怎么办理?
天宁区ISO14000环境管理体系-ISO14001认证-ISO认证-常州联百企业管理咨询有限公司
化粪池处理车 污水处理车的意义
常温恒温冰箱药品恒温柜
泰安通风管道_通风管道加工安装厂家「融盛风管厂」
京式交通护栏
泰安通风管道_泰安风管加工_泰安风管厂-山东融盛风管厂
日本克鲁勃S 552 R白色氟素高温寿命长润滑脂 减摩、抗磨、防锈性能
激光调阻绿光振镜同轴视觉光路系统
恒流双气路采样器/双通道大气采样仪 型号:JC699-SYS-2库号:M28509
总线连接器F8650E
桐柏正规钢结构活动板房 鑫旺钢构供应
车载香水出风口香薰棒包装机 华绍川机械 香薰芯打包机
迪庆广告牌网架加工厂家-网架走廊-恒久钢网架
南通市大门假山 大型假山设计公司
村口置景石萍乡刻字门牌景观石公园黄蜡石
临床药品15-30度保存箱临床药品15-30度保存箱
泰安通风管道厂家_泰安通风管道加工_泰安风管厂家
无锡二手托盘厂家 宜兴市信恒物资供应