

- 更新时间:2024-04-30 11:31
所属行业:冶金 非金属矿物制品 石墨/碳素 -
发货地址:浙江台州黄岩区
信息编号:245601857,公司编号:21157215
产品规格:不限
产品数量:100000.00 千克
包装说明:不限
产品单价:面议
官方网址:http://hndshimo.cn.b2b168.com/
- 18006769399 郭先生
- 查看数:82人
IG-32东洋石墨IG-32 燃料电池石墨双板
- 相关产品:
- 所在区域:浙江台州黄岩区
- 经营性质:
- 企业类型:
- 注册地:
- 主营产品:日本东洋石墨加工,石墨加工厂家,日本东洋石墨价格,石墨电极加工厂家,石墨电极生产厂家,石墨加热片,东海石墨G520厂家,东洋石墨IG-15,步高石墨EDM-1,西格里石墨R8340,罗兰石墨2205,美尔森石墨2340,精帝石墨ER9050
- 企业已认证
- 个人实名未认证
- 产品分类
- 商家其他产品推荐
- 产品详细信息
台州市鸿奈德碳素制品有限公司生产防雷器石墨片,**,在国内外有众多客户。鸿奈德在黄岩的工厂有数台切片机,每月的石墨片产能能达到百万片,在国内防雷器行业有较大度。鸿奈德将坚持深耕**防雷器行业,不断研发新技术,提高产品质量。
台州市鸿奈德碳素制品有限公司业生产防雷器石墨片,用于10/350一级电源防雷器,**,售后服务好,在国内外有众多客户。鸿奈德在黄岩的工厂有数台切片机,每月的石墨片产能能达到百万片,在国内防雷器行业有较大度。鸿奈德将坚持深耕**防雷器行业,不断研发新技术,提高产品质量。
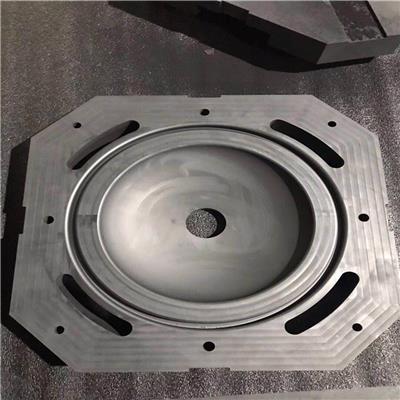
由熔融金属状态直接连续(或半连续的)制造棒材或管材等的生产方法。人造石墨作为有色金属的连续铸造或半连续铸造用模具被认为是合适的材料。生产实践,连续铸造行业采用石墨模具,因其导热性能良好(导热性能决定了金属或合金的凝固速度),模具的自润滑性能好等因素,不但使铸型速度提高,而且由于铸锭的尺寸,表面光滑,结晶组织均匀,可直接进行下道工序的加工。这不仅大大提高了成品率,减少了废品损失,而且产品质量也有大幅度的提高。
连续铸造方法有立式连续铸造法和卧式连续铸造法两种。
连续铸造石墨模具也应用与金属冶炼行业,融化的金属可以用石墨模具来铸造。石墨模具是可以重复使用,但是有一些设计只能是一次性的。使用石墨模具可以直接铸造地创造性的小晶粒铸件。
热膨胀系数是决定石墨用作模具材料的重要因素。铸模是具有非常不均匀温度的介质,由于熔融材料而从内部热到由于施加到其上的冷却过程而在外部冷。石墨表现出的低热膨胀系数使模具能够发挥作用而不会变形或开裂。另一个非常重要的因素是自润滑。石墨是一种固体润滑剂,可以使模具和铸造材料之间产生低摩擦。随后,石墨可以平稳地提取铸件。
决定连续铸造石墨模具寿命的因素有很多种。从铸造材料的成分,到铸造温度,到冷却速率,都会影响石墨模具的寿命。使用的特定石墨等级也由多种因素决定。主要因素是待铸造模具应用于何种材料工艺领域。例如,对于灰铸铁或高镍合金,需要损的石墨,而对于黄铜,具有足够的开孔率以允许锌蒸发的相对致密的石墨将是更好的选择。
设计用于连续铸造的石墨模具需要考虑所有这些因素并将其应用于您的特定应用。等级选择是重要的,应包括铸造人员,石墨制造商和加工石墨的机加工厂的投入。即便如此,在设计新系统时,在选择实际石墨等级之前,可能需要进行实际试验。
我们现在供应以下铸件石墨模具:
有色金属(青铜,黄铜,铝及铜)
贵金属(金,银及宝石)等
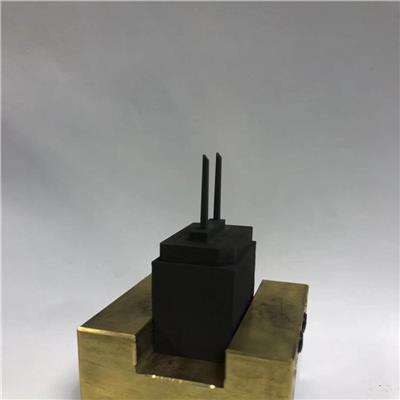
EDM是英文单词Electrical Discharge Machining的缩写,即电火花加工,EDM石黑行业即模具行业利用石墨的导电性做成电火花模具进行放电加工用的石墨原材料。
EDM石墨(电火花加工)主要用于加工各种形状复杂和精密细小的工件,例如冲裁模的凸模、凹模、凸凹模、固定板、卸料板等,成形、样板、电火花成型加工用的金属电,各种微细孔槽、窄缝、任意曲线等,具有加工余量小、加工精度高、生产周期短、制造成本低等优点,已在生产中获得广泛的应用,目前国内外的电火花线切割机床已占电加工机床总数的60%以上。
电火花加工是利用电与工件之间的火花通电时,所产生的瞬时间的高温,去层层蚀除工件表面上材料的原理。电火花加工适用于高硬度导电工件的加工。数控电火花成型机床便是电火花加工的范例。
EDM是在车、磨、铣之后的流行的*四种加工方法。与传统铜电相比,EDM用等静压石墨有如优点:
同体积石墨的价格仅为铜电的25%。
石墨加工速度是铜电加工速度的3-5倍,加工表面光滑。
加工精度高,易于抛光。
石墨的体密仅为铜电的1/5,更适于制作大型电。
做为电火花加工用电时,期消耗仅为铜电的1/3-1/5,且火花油分解碳化物被覆,补偿电耗损。
石墨电的优点
注:电火花加工用石墨电
1:模具几何形状的日益复杂化以及产品应用的多元化导致对火花机的放电度要求越来越高。石墨电的优点是加工较容易,放电加工去除率高,石墨损耗小,因此,部分火花机客户放弃了铜电而改用石墨电。另外,有些形状的电无法用铜制造,但石墨则较容易成型,而且铜电较重,不适合加工大电,这些因素都造成部分火花机客户应用石墨电。
2:石墨电较容易加工,且加工速度明显快于铜电。比如采用铣削工艺加工石墨,其加工速度较其它金属加工快2~3倍且不需要额外的人工处理,而铜电则需要人手挫磨。同样,如果采用高速石墨加工中心制造电,速度会,效率也更高,还不会产生粉尘问题。在这些加工过程中,选择硬度合适的工具和石墨可减少的磨损耗和铜公的破损。如果具体比较石墨电与铜电石墨电的铣削时间,石墨较铜电快67%,在一般情况下的放电加工中,采用石墨电的加工要比采用铜电快58%。这样一来,加工时间大幅减少,同时也减少了制造成本。
3:石墨电与传统铜电的设计不同。许多模具公司通常在铜电的粗加工和精加工有不同的预留量,而石墨电则使用几乎相同的预留量,这减少了CAD/CAM和机器加工的次数,单是这个原因,就足以在很大程度上提高模具型腔的精度。
当然,模具公司由铜电转用石墨电后,首先应该清楚的是该如何使用石墨材料以及考虑其他相关因素。如今部分火花机客户采用石墨以电放电加工,这免除了模具型腔抛光和化学物品抛光的工序却仍然能达到预期的表面光洁度。如不增加时间和抛光的工序,铜电不可能制作出这样的工件。另外,石墨分为不同的等级,在特定的应用程序下使用适当等级的石墨和电火花放电参数才能达到理想的加工效果,若在使用石墨电的火花机上操作人员使用与铜电相同的参数,那么结果肯定是令人失望的。如果要严格控制电的物料,可将石墨电在粗加工时设于非损耗状态(损耗少于1%),但铜电则不使用。
石墨电和铜电相比的优越性
石墨电的优点是加工较容易,EDM(电火花)时金属去除率高,以及石墨损耗小。故此,越来越多的模具厂放弃使用铜电而改用石墨电。那么,石墨到底有哪些优势呢?
1.石墨的比重是铜的1/5,同等体积石墨的重量相对铜要轻5倍。铜制作成的大型电由于太重,在长期电火花时对EDM机床主轴精度非常不利。而石墨则不会,而且搬运也非常安全!
2.石墨可以有很高的加工速度,一般石墨的加工速度较普通金属5倍。而且选择硬度合适的和石墨,可减少的磨损和电的损耗。
3.石墨成型容易且不会变形,有些形状的电用铜不易制作而用石墨能轻易达到。如:薄片电,铜在机加工和EDM时容易变形,而石墨却能很容易的达到,且石墨在EDM时可以用较大的电流和加工速度,不用担心因温度过高产生变形而使工件受到损坏。
4.石墨的修整和抛光,一般情况下石墨在加工完成后不需要进行抛光处理。这也减少了电在成型后的精度误差和缩短了生产周期。
5.石墨的EDM(电火花)速度快而损耗小。因为铜的熔点是1083℃,而EDM时的温度在1100℃,铜电在EDM后相对容易消耗和磨损。而石墨在3550℃才会出现升华,只要配合好合理的加工参数,石墨电可以做到理论意义上的零损耗。从而避免了电重复加工的次数。
6.在电的设计和编程方面,石墨电的设计也不同。许多模具厂通常在铜电的粗加工和精加工有不同的预留量,而石墨电则可以使用相同的预留量,这减少了CAD/CAM的工作量和机器加工的次数。单是这个原因就足以缩短模具的设计和加工周期,而且也减少加工中了出错的概率。
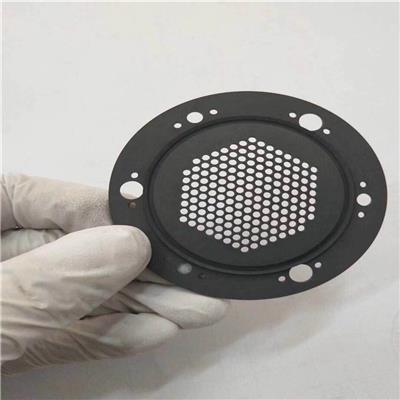
作耐腐蚀材料
石墨具有良好的化学稳定性。经过加工的石墨,具有耐腐蚀、导热性好、渗透率低等特点,而广泛用于制作热交换器、反应槽、凝缩器、燃烧塔、吸收塔、冷却器、加热器、过滤器、泵等设备。这些设备用于石油化工、湿法冶金、酸碱生产、合成纤维、造纸等工业部门,可节省大量的金属材料。
- 商家联系方式
- 我要给商家留言
- 商家产品推荐







- 相关产品推荐
-
涤纶除尘滤袋
南京电动手术室产床
合肥树脂滴水瓦 树脂瓦配件-花边封檐瓦
餐饮外包托管_大塘镇企业工厂食堂承包的公司
天津红桥公司注册收费标准 找叁拾而立财税
门窗如何*店 派克森门窗
黄南道路划线标准
天津河西注册公司收费标准 本地靠谱代理机构
水泥发泡剂出厂合格证 长期供应
南昌医院抗菌无机涂料厂家 防火阻燃无机涂料 免费寄样
仿真恐龙恐龙模型租赁 大型恐龙模型
遵义日报登报费用
新疆乌鲁木齐市角钢法兰风管 角钢法兰镀锌风管 通风排烟管
管壳换热机组 开封智能换热机组
邯郸越南雪人彩绘电子蜡烛直供 摇摆LED
SIEMENS/西门子模块6ES7212-1BB23-0XB8 接线图
南昌起背床厂
亿路洁车用尿素 中山亿路洁车用尿素型号 车用尿素溶液
福州清洗保洁服务企业资质证书办理条件
天津红桥注册进出口公司海关备案企业年检劳务个体户注册安许延期办理服务
锂电池废料回收 江西回收废旧新能源汽车电池包厂家