无锡正焊自动化科技有限公司
- 所在区域:江苏无锡惠山区
- 经营性质:私营独资企业
- 企业类型:生产加工
- 注册地:江苏 无锡 惠山区 钱桥街道 惠山经济开发区华清创意园20-102
- 主营产品:等离子焊机,纵缝环缝焊机,边梁式纵缝环缝焊机,拼板焊机,管管自动焊机,管板自动焊机,管法兰自动焊机,热丝堆焊专机,高压油管焊机,马鞍焊,其它焊接专机
- 注册资金:人民币 100 万元以下
- 企业已认证
- 个人实名未认证
- 商家相关产品推荐:
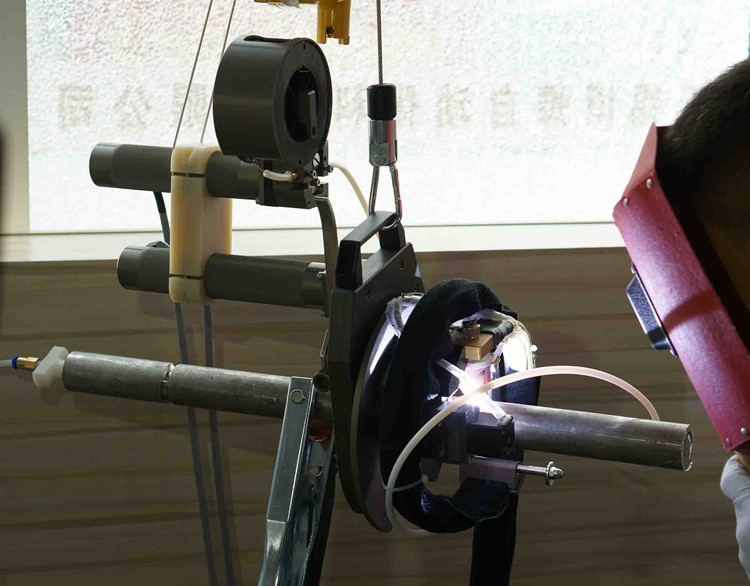
- “自动氩弧焊机_边梁自动焊机_厚壁管自动焊机_自动焊机厂家”详细信息
| 产品规格: | 焊接机 | 产品数量: | 99.00 台 |
|---|---|---|---|
| 包装说明: | 不限 | 价格说明: | 不限 |
| 查看人数: | 243 人 | 本页链接: | https://info.b2b168.com/s168-255750795.html |
| 公司编号: | 23127033 | 更新时间: | 2024-05-01 09:46:32 |
| 焊接材质: | 不锈钢-碳钢-钛合金 | 焊接原理: | 氩弧焊 |
| 控制方式: | 自动、半自动 | 适用领域: | 医药,电子管道 |
| 输入电压: | 220V | 重量: | 3KG |
| 焊接范围: | 6MM-165MM | 适用管径(mm): | (Φ6~Φ38.1mm) |
| 机头代码 R: | 28 | 焊接速度(rpm): | 0.2657~5.3145 |
| 冷却方式: | 水冷 | 用途: | 焊接 |
| 焊炬冷却方式: | 水冷 | 焊把长度: | 6米 |
| 保护气体: | 氩气 | 适用管子厚度: | 0.5-6MM |
| 是否开坡口: | 可焊平头/角焊缝 | 管子直径: | 6-100mm |
| 作用对象: | 金属焊接 |
自动焊机的主要构成及特点
1、焊接电源。其输出功率和焊接特性应与拟用的焊接工艺方法相匹配,并装有与主控制器相连接的接口。
2、送丝机及其控制与调速系统。对于送丝速度控制精度要求较高送丝机,其控制电路应加测速反馈。
3、焊接机头用其移动机构。其由焊接机头,焊接机头支承架,悬挂式拖板等组成,地于精密型焊头机构,其驱动系统应采用装有编码器的伺服电动机。
4、焊件移动或变位机构。如焊接滚轮架,头尾架翻转机,回转平台和变位机等,精密型的移动变位机构应配伺服电动机驱动。
5、焊件夹紧机构
6、主控制器。亦称系统控制器,主要用于各组成部分的联动控制,焊接程序的控制,主要焊接参数的设定,调整和显示。必要时可扩展故障诊断和人机对话等控制功能。
7、计算机软件。焊接设备中常用的计算机软件有:编程软件,功能软件,工艺方法软件和*系统等
8、焊头导向或跟踪机构。弧压自动控制器,焊枪横摆器和监控系统。
9、辅助装置。如送丝系统,循环水冷系统、焊剂回收输送装置、焊丝支架、电缆软管
主要经营等离子焊机:等离子纵缝环缝焊机,边梁式纵环缝焊机,拼板焊机。适用于反应釜,蒸发器,压力容器等罐体储罐水箱的焊接。 管管自动焊机:实验室半导体气路管道安装焊接,生物制药食品水处理设备洁净管道焊接 管板焊机:管与板的焊接,化工锅炉换热器等行业 管法兰焊机:法兰盘与管的各类焊接。 其它等离子/氩弧焊焊接专机等。。
单位注册资金单位注册资金人民币 100 万元以下。
- 我要给商家留言
- 商家联系方式
- 商家为您推荐
- 商家更多产品推荐
-
孝感养殖场车辆消杀设备款式多样_车辆消杀烘干房
唐山cnc数控加工大概学多久 关于我们
美控
高明区24时回收**酒-高明区今日**酒回收报价
初三叛逆孩子管教 思图励志教育教育咨询
辽宁日报登报挂失-公告登报-遗失声明
眉山电路板防盐雾 PCBA防盐雾
电路板三防漆 水性**硅改性环氧树脂
咸安区FEDEX国际快递下单寄件 货通 FEDEX国际货运-物流服务论坛口碑好
上海|WIFI摄像头FCC认证流程
思图励志少年 烟台孩子青春期离家出走父母怎么做
新能源PCB板绝缘防腐蚀 福州电路板防腐蚀 洗衣机模块
大连儿童游泳池公司 玻璃泳池
济宁环保管道清洗设备
番禺回收22年**酒-番禺区大批量回收**酒
升降车 深圳龙华升降平台车公司 长租短租
唐山cnc加工多长时间 免费试学
黄山区UPS国际快递站点-UPS快递送达**
红河全自动喷头框架强度试验机 消防产品实验室
玉溪全新洒水喷头溅水盘喷水试验设备 型号齐全
上海回收乙二胺