


- 2024-04-28 10:07 109
- 产品价格:面议
- 发货地址:河北石家庄长安区 包装说明:不限
- 产品数量:9999.00 个产品规格:不限
- 信息编号:261624300公司编号:9059863
- 李老师 微信 13833466981
- 进入店铺 在线留言 QQ咨询 在线询价
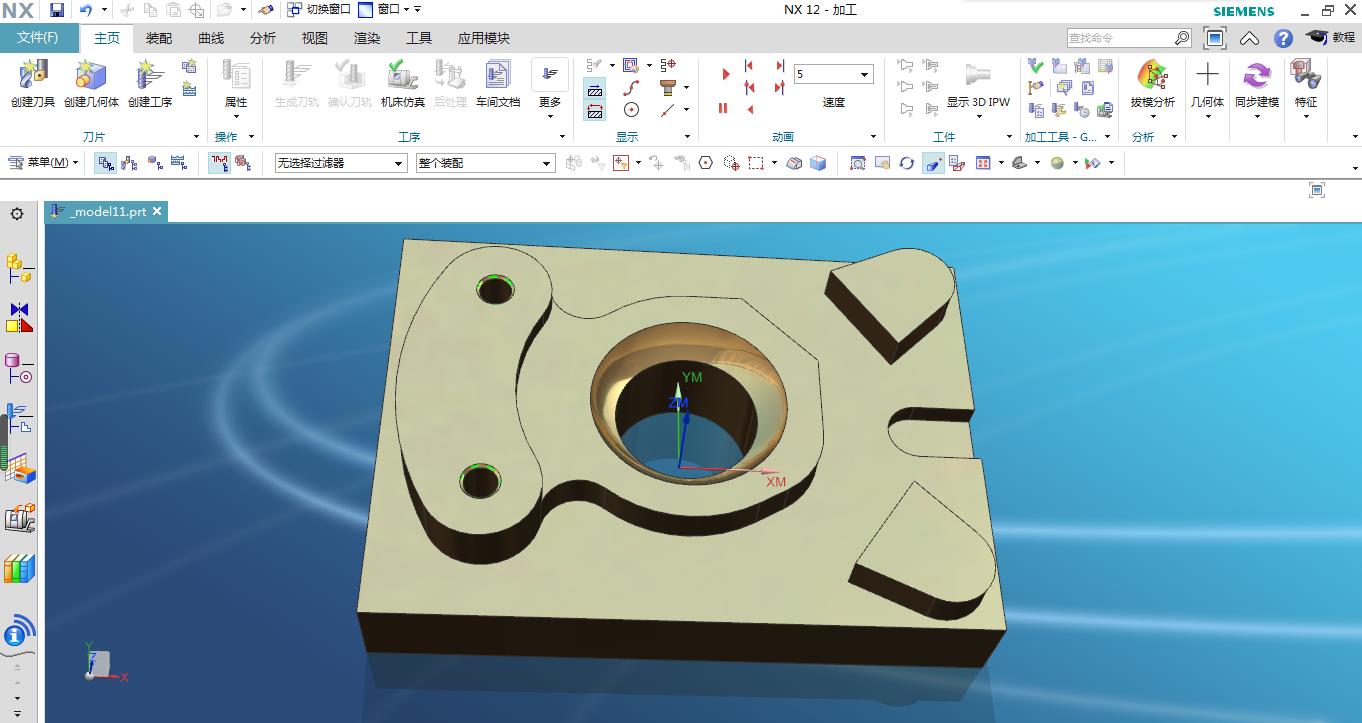
太原三轴加工编程培训多长时间 学校电话
- 相关产品:
培训课时 ::2个月授课模式::线下/线下培训课程::模具设计适用对象::在职人员、应届毕业生、想自由创业者、零基础培训时间::学会为止 包教会
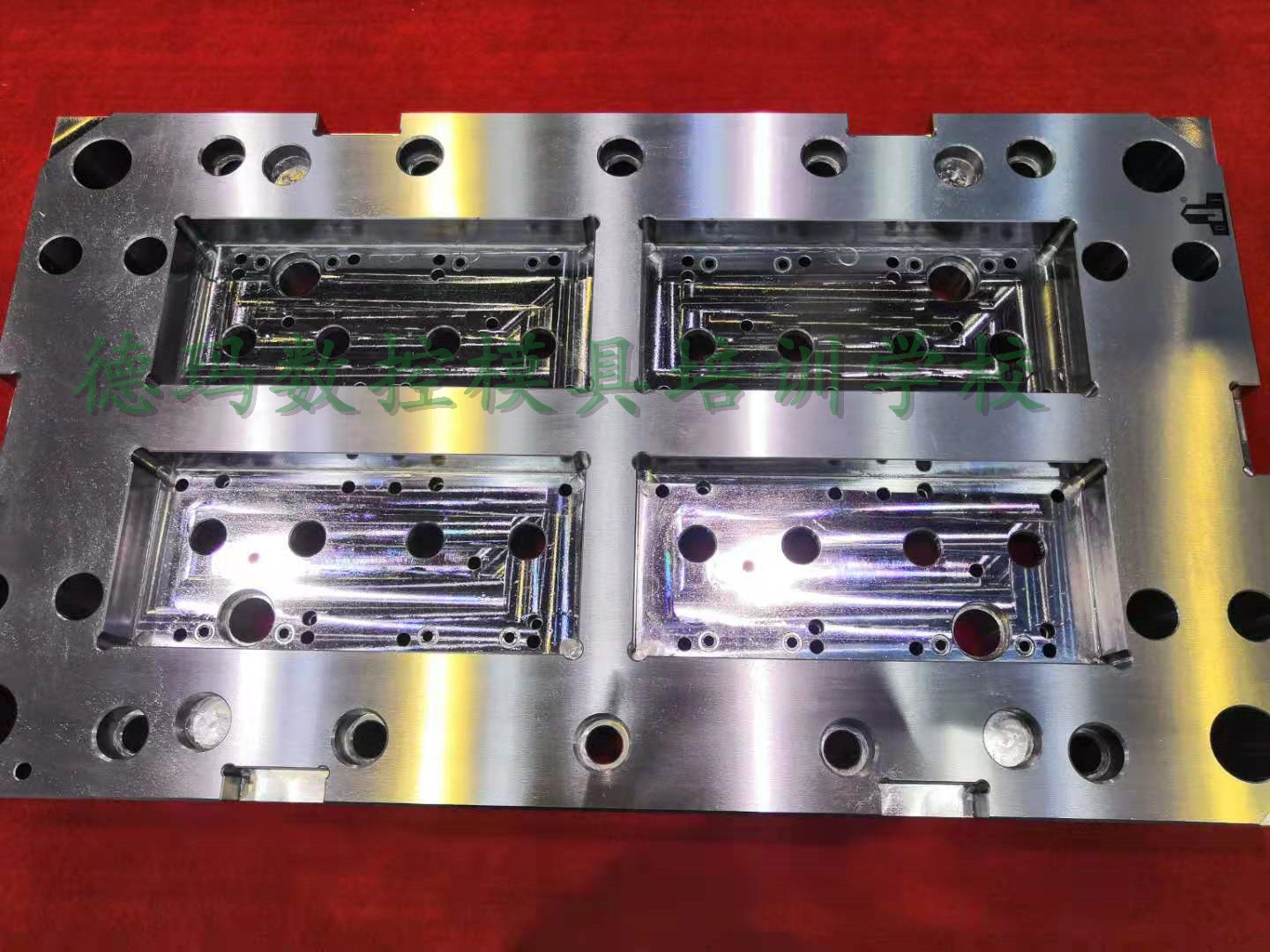
石家庄德玛数控模具学院所拥有的优势:1.在于石家庄德玛数控模具学院有着多年的实际工作经验授课完全按照工厂实际工作流程利用我们曾经在工厂设计过的模具,产品进行讲解。
2.石家庄德玛数控模具学院这里实行小班(3-5人/班)把手教学,不限学时,直到学会找到工作为止。
3.石家庄德玛数控模具学院分全日制学习和业余学习,上课时间可根据
学员的时间灵活安排。
4.石家庄德玛数控模具学院有自己的实习车间,三轴加工中心,五轴联动加工中心,车铣复合等设备供学员实操。
5.石家庄德玛数控模具学院这里的学生后续在工厂工作中遇到任何问题我们都会为学生解决。
核对砂轮的特性是否符合使用要求,砂轮与主轴尺寸是否相匹配。将砂轮自由地装配到砂轮主轴上,不可用力挤压。砂轮内径与主轴和卡盘的配合间隙适当,避免过大或过小。配合面清洁,没有杂物。砂轮的卡盘应左右对称,压紧面径向宽度应相应。压紧面平直,与砂轮侧面接触充分,装夹稳固,防止砂轮两侧面因受不平衡力作用而变形甚至碎裂。卡盘与砂轮端面之间应夹垫一定厚度的柔性材料衬垫(如石棉橡胶板、弹性厚纸板或皮革等),使卡盘夹紧力均匀分布。

切削用量
数控编程时,编程人员必须确定每道工序的切削用量,并以指令的形式写人程序中。切削用量包括主轴转速、背吃刀量及进给速度等。对于不同的加工方法,需要选用不同的切削用量。切削用量的选择原则是:保证零件加工精度和表面粗糙度,充分发挥切削性能,保证合理的耐用度,并充分发挥机床的性能,限度提高生产率,降低成本。
1、确定主轴转速
主轴转速应根据允许的切削速度和工件(或)直径来选择。其计算公式为:n=1000 v/7 1D式中: v?切削速度,单位为m/m动,由的耐用度决定; n一一主轴转速,单位为 r/min,D为工件直径或直径,单位为mm。计算的主轴转速n,后要选取机床有的或较接近的转速。
匹配问题匹配问题主要是指卡盘与砂轮的安装配套问题。按标准要求,砂轮卡盘直径不得小于被安装砂办公楼直径的1/3,且相应规定砂轮磨损到直径比卡盘直径大10mm时应更换新砂轮。这样就存在一个卡盘和砂轮的匹配问题,否则会出现这样的情况,"大马拉小车"造成设备和材料的浪费;"小马拉大车"又不符合安全要求,易造身事故。因此,卡盘与砂轮的合理匹配,一方面可以节约设备,切约材料;另一方面又符合安全操作要求。此外,在砂轮与卡盘之间还应加装直径大于卡盘直径2mm,厚度为1mm~2mm的软垫。

数控冲床毛刷(CNC Punch Press Brush) 是一种工业毛刷用品,广泛应用于数控冲床、机械设备、电子设备等送料工作台,作为加工材料和零部件的支撑,不仅支撑传动送料平稳,避免了摩擦、碰磕和划伤,还具有吸震减震功能,提高机床送料传送精度和效率。 国内部分企业采用的数控冲床毛刷填补国内数控冲床毛刷的空白。毛刷规格一般板厚12,毛高18,孔间距20*20,可配滚珠或打好定位孔
石家庄德玛数控培训:主要培养数控机床、加工中心等典型机床加工零件的工艺分析与制作、数控加工程序编制、相对应的机床维修和保养等技能,能在现代制作行业生产*从事加工、技术管理等工作。









{kind=link}