
- 更新时间:2024-04-27 11:30
所属行业:焊接切割 焊接材料 特种焊接材料 -
发货地址:天津东丽
信息编号:273892444,公司编号:13678095
产品规格:不限
产品数量:999.00 盒
包装说明:不限
产品单价:面议
官方网址:http://tjvodxie.cn.b2b168.com/
- 18722280606 王伟
- 留言数:4人
- 查看数:9人
凉山WE777铸铁焊条厂家 表面光亮
- 相关产品:
- 产品分类
- 商家其他产品
- “凉山WE777铸铁焊条厂家 表面光亮”详细信息
公司简介
威欧丁(天津)焊接技术有限公司提供特种焊接维修服务,焊接加工,经营维修用特种焊接材料,承接各种维修焊接工程,提供各行业的企业焊接维修解决方案,解决各种高难度特种焊接。
焊接铸铁时应注意以下
1、注意热影响,尽量减少热影响,形成马氏体硬层,容易裂纹。
2、如果冷焊工艺注意在焊接过程中做一下敲击释放应力,达到应力小影响。
3、有条件可以热焊接处理,做一下高温回火处理,更加利于焊接。
4、特别重要的铸铁是建议用抗裂性能好的比如WEWELDING777铸铁焊条焊接。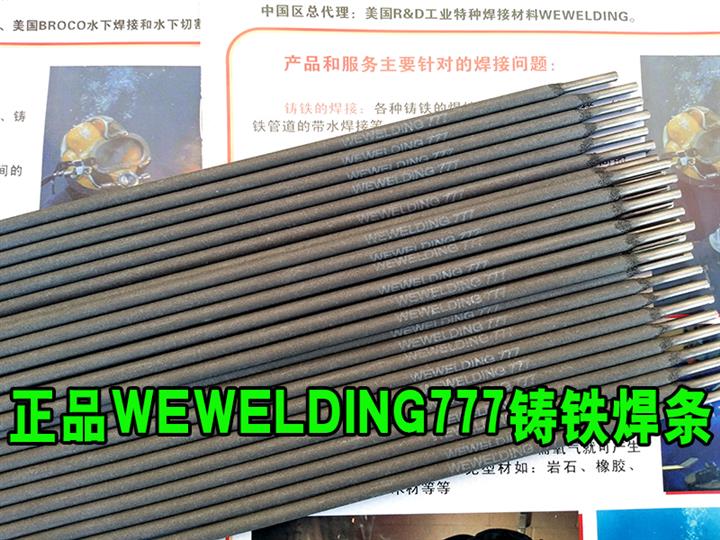
铸铁件焊接的结实的前提是一要有正确的焊接工艺,二是要正确的焊接材料和焊接方法。
一般民用的家用铸铁小件,可以采用热焊工艺,价格便宜,使用成本低,只是工艺繁琐一些,需要做一些预热和焊后保温的工作,选用506的结构钢焊条,或者308的铸铁焊条焊接。快速焊接保温缓冷。
如果重要的工厂设备的检修维修,毕竟消耗比较少,成功率重要的这种情况下选用冷焊工艺,如果对于强度要求比较高,就特别建议高抗裂的WEWELDING777特种铸铁焊条,抗拉强度达到48公斤每平方毫米,强度已经**一般的普通的常见铸铁了。
WEWELDING777技术参数
抗拉强度:≥70,000 PSI (≥482牛顿/平方毫米)
屈服强度:一般62,000 (≥427牛顿/平方毫米)
硬度(HB):185HB 与母材颜色搭配:相似
电源选择:交直流两用,直流时直流反接
使用工艺提示
1、焊前有必要做适当的表面清理,焊接接头好斜切成一个U形的凹槽。
2、裂纹两端处打止裂孔,以防止焊接过程中裂纹的扩大。
3、修复角度不好时,可以选用WEWELDING100电焊条冷开槽形成有效的U型或者V型坡口。
4、尽量小电流进行焊接,中等弧长,向焊接方向微微倾斜。
5、建议焊道采用短而细的焊珠和窄的横向摆动的焊炬,在停止弧焊之前,填满焊口,通常不需进行热处理,允许零件缓慢冷却。
你说的应该就是铸铁与铁的异种金属焊接,这种是完全可以焊接的,这个给很多焊工一个误导说铸铁不可以 焊接,那铸铁与碳钢更不可以焊接,这个是错误的,铸铁与碳钢的异种焊接主要是焊接工艺和焊接材料的选用,一般如果热焊工艺就是对铸铁预热600度左右以后,用J506的电焊条焊接是有一定的成功率的,但是重要的铸铁焊接,甚至铸铁与铁的异种焊接是需要选用抗裂性能更好的WEWELDING777铸铁焊条焊接的,冷焊工艺,这个时候就不需要做预热和焊后保温处理了。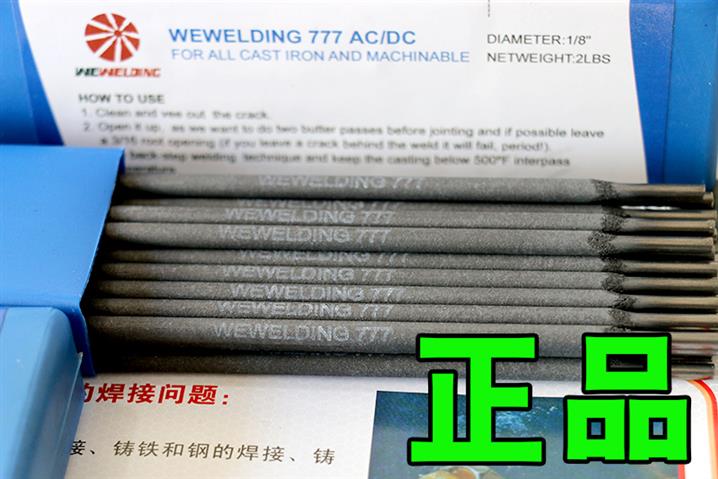
铸铁能够电焊,常规的两种焊接工艺,一种是热焊工艺,一种是冷焊工艺,热焊的话用常规的J506焊接,预热500-600度,焊后保温缓冷,冷焊工艺焊接的比较适合重要的铸铁设备的现场抢修,这个需要抗裂性能好的铸铁焊条,比如WEWELDING777。
几点说明,代表个人的现场经验总结,仅供参考:
1、设计合理坡口,如果是缺陷打磨掉疲劳层,坡口设计可以**焊后的咬合面积增加有效的焊接强度。
2、选择合适的焊接工艺,普通铸铁价值不高的就预热和焊后保温的工艺,用J506或者308的铸铁焊条焊接,如果是重要的铸铁件,采用高抗裂性能的WEWELDING777铸铁焊条冷焊工艺施焊。
3、小电流小规范焊接,减少热影响。
WEWELDING777有效减小裂纹风险,焊条的单位成本会比较高,但是维修焊接消耗比较小,不像生产的消耗那么大,所以有价值的重要的铸铁设备及零配件的焊接可以选用抗裂性能更加好的WEWELDING777进口铸铁焊条。
- “凉山WE777铸铁焊条厂家 表面光亮”联系方式
- 我要给“凉山WE777铸铁焊条厂家 表面光亮”留言
- “凉山WE777铸铁焊条厂家 表面光亮”商家推荐产品




- 凉山WE777铸铁焊条厂家 表面光亮相关产品
-
2024年全国鞋材鞋机博览会-上海新国际博览中心
哈尔滨上海PLC供应商代理 上海敏上
惠州入户 惠州大亚湾买房落户政策 外地户口怎样落户惠州
狮山兴泰到宁波**长**宽物流货运
高温美纹纸 CY-M321厂商 南昌高温美纹纸CY-M321厂商 南昌高温美纹纸CY-M321公司
银川美纹纸胶带CY-M012-广西美纹纸胶带CY-M012直供
郑州常温美纹纸 M010 美纹纸胶带 M010 常温美纹纸 M010型号
成都水箱 广安消防不锈钢水箱批发
成都到张家界物流专线公司 公路运输 安心送货
广东电源价格优惠 用途广泛
上海浦东活动舞台桁架安装公司
注册北京公司核名
北海青少年逃学厌学教育中心 兴趣培养
莱芜冷水组定制
台山防腐工程装修 经济实用
多管油管家加工 多种型号可选
杭州常温美纹纸 M010 常温美纹纸胶带 M010 常温美纹纸 M010直销
朝阳资产管理公司的基本流程 一对一服务
汕尾到赣州物流 海陆空零担门到门
佛山到寿光物流
惠州入户要 惠州市引进人才落户政策 惠州落户政策2023放宽