

- 更新时间:2024-04-29 17:03
所属行业:生活服务 装修装饰 房屋检测 -
发货地址:广东深圳宝安区
信息编号:276672493,公司编号:17496501
产品规格:不限
产品数量:9999.00 个
包装说明:不限
产品单价:面议
官方网址:http://jstfgc.b2b168.com/
- 13691808987 姚源谱
- 留言数:8人
- 查看数:10人
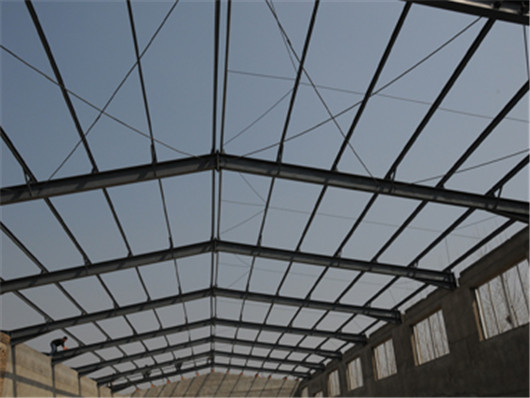
萍乡钢结构质量检测 钢结构质量检测 现场勘察
- 相关产品:
- 所在区域:广东深圳
- 经营性质:有限责任公司
- 企业类型:生产加工
- 注册地:深圳
- 主营产品:幼儿园房屋安全检测,厂房承重安全检测鉴定单位,钢结构安全检测机构,房屋结构安全检测鉴定,危房加固检测鉴定单位,房屋检测公司,厂房安全性检测鉴定,房屋结构可靠性检测鉴定
- 企业已认证
- 个人实名已认证
- 产品分类
-
幼儿园房屋安全检测
厂房承重安全检测鉴定单位
钢结构安全检测机构
房屋结构安全检测鉴定
危房加固检测鉴定单位
房屋检测公司
厂房安全性检测鉴定
房屋结构可靠性检测鉴定
房屋装修改造检测
酒店宾馆房屋安全检测
房屋抗震鉴定
- 商家其他产品
- “萍乡钢结构质量检测 钢结构质量检测 现场勘察”详细信息
对有交叉焊缝的构件不注意焊接顺序
【现象】
对有交叉焊缝的构件,不注意通过分析焊接应力释放和焊接应力对构件变形的影响而合理安排焊接顺序,而是纵横随意施焊,结果会造成纵横缝互相约束,产生较大的温度收缩应力,使板变形,板面凹凸不平,并有可能使焊缝出现裂纹。
【措施】
对有交叉焊缝的构件,应制定合理的焊接顺序。当有几种纵横交叉焊缝施焊时,应先焊收缩变形较大的横缝,而后焊纵向焊缝,这样焊接横向焊缝时不会受到纵向焊缝的约束,使横缝的收缩应力在无约束的情况下得到释放,可减少焊接变形,保证焊缝质量,或先焊接对接焊缝后焊角焊缝。
要求等强对接,吊车梁翼板与腹板两端不设引弧板和引出板
【现象】
在焊接对接焊缝,全熔透角焊缝,吊车梁翼缘板与腹板的焊缝时,在引弧和引出处不加设引弧板和引出板,这样在焊接起止端时,由于电流电压不够稳定,起止点的温度也不够稳定,*导致出现起止端焊缝有未熔合,未熔透、裂纹、夹渣、气孔等缺陷,降低焊缝强度,达不到设计要求。
【措施】
在焊接对接焊缝,全熔透角焊缝以及吊车梁翼板与腹板的焊缝时,应在焊缝两端设引弧板和引出板,其作用是将两端易产生缺陷的部分引到工件外后,再将缺陷部分割掉来保证焊缝的质量。
采用不同厚度及宽度的板材对接时,不平缓过渡
【现象】
采用不同厚度及宽度的板材对接时,不注意板的厚度差是否在标准允许范围内。如不在允许范围内且不做平缓过渡处理,焊缝在高出薄板厚度处易引起应力集中和产生未熔合等焊接缺陷,影响焊接质量。
【措施】
当**过有关规定时应将焊缝焊成斜坡状,其坡度大允许值应为1:2.5;或厚度的一面或两面在焊接前加工成斜坡,且坡度大允许值为1:2.5,当直接承受动载荷且需要进行疲劳验算的结构斜坡坡度不应大于1:4 。不同宽度的板材对接时,应根据工厂及工地条件采用热切割,机械加工或砂轮打磨的方法使其平缓过渡,且其连接处大允许坡度值为1:2.5。
如何让钢结构车间达到质量标准?
随着时代的进步,钢结构的使用也越来越广泛,而它的安装问题也是大家较为关注的,那么如何让钢结构车间达到质量标准呢?下面给大家详细介绍下。
- “萍乡钢结构质量检测 钢结构质量检测 现场勘察”联系方式
- 我要给“萍乡钢结构质量检测 钢结构质量检测 现场勘察”留言
- “萍乡钢结构质量检测 钢结构质量检测 现场勘察”商家推荐产品










- 萍乡钢结构质量检测 钢结构质量检测 现场勘察相关产品
-
阿坝赊店天蕴
娄底节日活动H5 创意策划
济南拉链式油缸防护罩厂家-缝制式油缸保护套-开口式油缸防护罩耐用通风
吉林纳米涂层 贝斯特
斗门回收马爹利洋酒商家
少儿专注力招生转化方案策划 助力艺培机构解决招生难题
湖州宣传片拍摄制作公司 欢迎电话咨询
汕头泳池音响安装 水下扬声器 适用所有泳池类型
仙桃数字化智慧博物馆 数字化全景展馆 博物馆数字化 让藏品活起来
太原鲁灰石材生产厂家 耐高温 耐腐蚀
暖气泄水阀安装位置 不锈钢304柱型51铜管换热器
张家口五轴编程培训多长时间 20年教学经验
手表pcba纳米涂层 贝斯特防水材料 焦作纳米涂层
门岗遮阳棚 揭阳物流仓库雨棚厂家
下水道疏通清洗机 河南化学管道清洗机价格
济南初一孩子厌学怎么纠正 锐元思图教育咨询
阳泉白色彩钢翻新漆 防火防潮
老城区FEDEX国际快递公司-联邦国际快递网点电话
鹤壁房屋安全检测机构 一体化解决方案
黄山着色渗透探伤剂
临沧出租应急发电车本地上门安装