
- 更新时间:2024-04-27 07:29
所属行业:钢铁 建筑钢材 不锈钢管 -
发货地址:云南昆明官渡区
信息编号:291293438,公司编号:14265477
产品规格:不限
产品数量:999.00 吨
包装说明:不限
产品单价:面议
官方网址:http://zyp061698.cn.b2b168.com/
- 13529031650 周燕平
- 留言数:2人
- 查看数:1人
临沧钢结构加工批发 支持送货上门
- 相关产品:
云南鸿楚贸易有限公司
会员 9 年
- 所在区域:云南昆明呈贡区
- 经营性质:有限责任公司
- 企业类型:经销批发
- 注册地:云南省昆明市呈贡宝象物流中心B2栋509室
- 主营产品:云南方管厂家,云南镀锌钢管,昆明无缝钢管
- 企业已认证
- 个人实名已认证
- 产品分类
- 商家其他产品
- “临沧钢结构加工批发 支持送货上门”详细信息
生产工艺:热轧管涂层:镀锌管连接方式:焊接式加工服务:定制样品用途:铁道车辆、汽车工业、公路、桥梁、集装箱、体育设施、农业机械、石油机械、探矿机械等制造工业板型:平板/弧形/造型/异形销售区域:全国包装方式:保护膜+泡泡膜+护角纸=木框板面形式:方管表面涂层:喷粉是否跨境货源:是版面形式:方型管材,板材辅件:龙骨包装:保护膜+气泡膜+木框运输:汽运功能:阻燃
钢结构加工时为降低大件组装电焊焊接的形变,一般先要采用大件装焊,经纠正后,再组装大型部件;模套及组装的样务必历经检测即可大量开展组装;
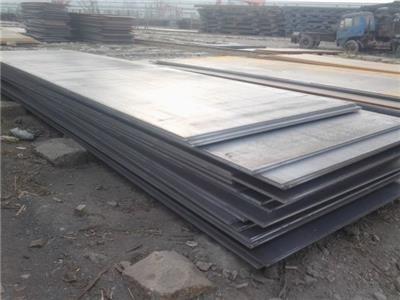
随着我国机械化程度的不断提高,使用半自动切割机和多头切割机,材料的精度高、变形小、速度快还美观。槽型采用数控切割或者半自动切割机,有槽规格、手工抛光工作。钻孔机上钻孔,连接板采用数控钻床,误差小,穿孔率高,使用这些自动化机器代替手工,不仅缩短加工时间,精度高外形还美观。
在切割、下料时,翼缘板尺寸宽窄不一,造成H型钢与牛腿的尺寸不一致,与牛腿联系的钢梁上下翼缘板错位约一个板厚;切割边缘有较深的切痕,板边有明显的凹陷,或有较深的锯齿印,切割粗糙度**标,拼板边缘切割不垂直度,拼接错边等**标。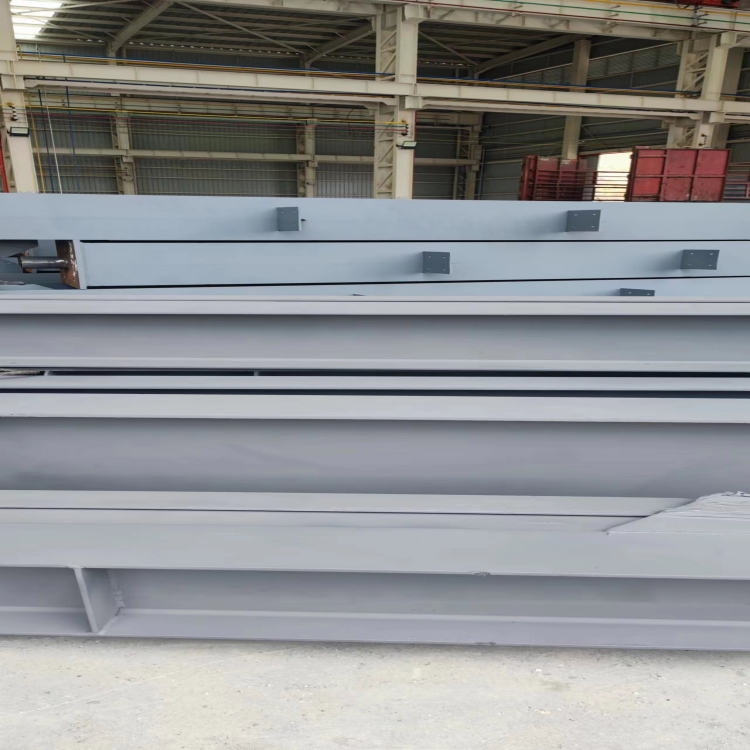
在钻孔方面,事前未会审图纸,在该开单排孔的地方,开了双排孔,结果未补孔就留存在构件上。如柱与牛腿连接处的H型钢为双排孔,而大梁与次梁相同规格的H型钢为单排孔,但开孔时都开了双排孔,安装后影响了强度和外观质量。
在焊接方面,轻钢焊接H型钢翼板开料后再拼接,焊缝未安装引熄弧板,造成焊缝不饱满,边缘有凹坑未熔合等,与母材不齐平;柱脚、牛腿的焊脚尺寸小于设计图纸的规定,角焊缝塌边现象严重,收弧处普遍低于母材,气孔较多;使用CO2焊的焊缝成形差,宽窄不一致,高低不一致,忽大忽小;手工焊焊缝不直,宽窄不一,咬边现象严重;焊渣飞溅未干净。
- “临沧钢结构加工批发 支持送货上门”联系方式
- 我要给“临沧钢结构加工批发 支持送货上门”留言
- “临沧钢结构加工批发 支持送货上门”商家推荐产品











- 临沧钢结构加工批发 支持送货上门相关产品
-
pc扩散板厂家 户外灯箱板
汕尾过硫酸钠厂家 应用广泛 过硫酸钠水溶液
东莞仓储服务 代发货第三方仓库
料理机同步皮带厂家电话
宁波A股上市酒会执行搭建公司-商场舞台设备租赁
500L农田灌溉储存桶 塑料储罐 规格厂家定制
兴安盟MG动画拍摄
内江鸡头黄精苗
攀枝花 黄色板岩片石 不规则碎拼石板地面
合肥喂料机维修
长宁区小型大屏设备租赁公司 展会舞台灯光音响租赁 上海舞台灯光Truss架租赁
铜陵蹦蹦云定制 施工安装
喀什宝得H型钢公司 查看详情
西安雨污分流下开式堰门截流井雨污分流闸门 截流井分流闸门 浩润环保
徐州集装箱租赁 集装箱运输
嘉定区室外舞美设备布置公司 活动舞美设备租赁
君安益生粪菌移植合作 操作简单 徐州菌群移植全国公司排名厂商
苏州集装箱住房厂家 拼装式集装箱活动房
良好的热传导性能 良好的热导性能 2.0mm实心公针
新乡别墅污水提升器 武汉美德龙机电设备有限公司
万宁立式打包机废纸定制 自动调压