
- 更新时间:2024-04-27 07:29
所属行业:钢铁 建筑钢材 不锈钢管 -
发货地址:云南昆明官渡区
信息编号:292882674,公司编号:14265477
产品规格:不限
产品数量:999.00 吨
包装说明:不限
产品单价:面议
官方网址:http://zyp061698.cn.b2b168.com/
- 13529031650 周燕平
- 留言数:2人
- 查看数:1人
红河钢结构设计加工厂家 钢结构设计加工 接受预定
- 相关产品:
云南鸿楚贸易有限公司
会员 9 年
- 所在区域:云南昆明呈贡区
- 经营性质:有限责任公司
- 企业类型:经销批发
- 注册地:云南省昆明市呈贡宝象物流中心B2栋509室
- 主营产品:云南方管厂家,云南镀锌钢管,昆明无缝钢管
- 企业已认证
- 个人实名已认证
- 产品分类
- 商家其他产品
- “红河钢结构设计加工厂家 钢结构设计加工 接受预定”详细信息
生产工艺:热轧管涂层:镀锌管连接方式:焊接式加工服务:定制样品用途:铁道车辆、汽车工业、公路、桥梁、集装箱、体育设施、农业机械、石油机械、探矿机械等制造工业板型:平板/弧形/造型/异形销售区域:全国包装方式:保护膜+泡泡膜+护角纸=木框板面形式:方管表面涂层:喷粉是否跨境货源:是版面形式:方型管材,板材辅件:龙骨包装:保护膜+气泡膜+木框运输:汽运功能:阻燃
钢结构加工过程中,务必严格遵守各项加工工艺流程,才可以生产制造出达标的钢结构构件。钢结构加工务必按照加工工艺规定的顺序开展,当有隐蔽工程焊接时,务必先予焊接,经检测合格即可遮盖。为降低形变,尽可能选用大件装焊,经纠正后再大件组装;
在钻孔方面,事前未会审图纸,在该开单排孔的地方,开了双排孔,结果未补孔就留存在构件上。如柱与牛腿连接处的H型钢为双排孔,而大梁与次梁相同规格的H型钢为单排孔,但开孔时都开了双排孔,安装后影响了强度和外观质量。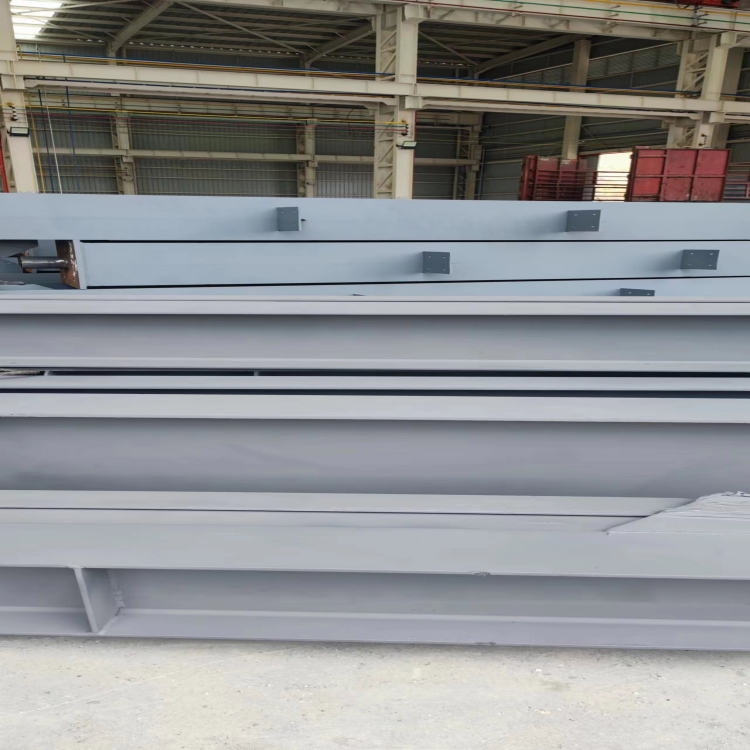
在组装时,焊接H钢无组装胎架,造成H型钢高度尺寸有偏差,腹板偏中心;翼腹板对接后,焊缝未矫平,有明显凹凸;轻钢腹板不平整,组装前未矫正。
构件出厂时,钢柱、钢梁的中心线标记未标示,相当普遍,给安装施工矫正检测带来困难。
翼腹板拼接长度不符合要求。如翼板拼接长度不应小于翼板宽度的,翼缘板与腹板拼接焊缝应错开200mm以上,腹板拼接长度不小于600mm。但实际往往未达到上述要求。
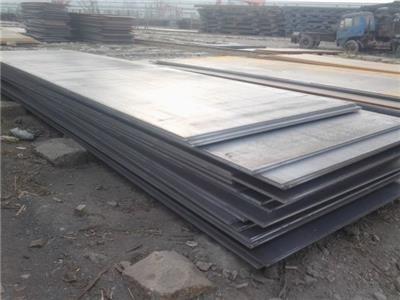
在切割、下料时,翼缘板尺寸宽窄不一,造成H型钢与牛腿的尺寸不一致,与牛腿联系的钢梁上下翼缘板错位约一个板厚;切割边缘有较深的切痕,板边有明显的凹陷,或有较深的锯齿印,切割粗糙度**标,拼板边缘切割不垂直度,拼接错边等**标。
- “红河钢结构设计加工厂家 钢结构设计加工 接受预定”联系方式
- 我要给“红河钢结构设计加工厂家 钢结构设计加工 接受预定”留言
- “红河钢结构设计加工厂家 钢结构设计加工 接受预定”商家推荐产品











- 红河钢结构设计加工厂家 钢结构设计加工 接受预定相关产品
-
西安工字钢厂家 库存充足
电动工具同步皮带厂 生产厂家
框架1.0媒体 合肥电梯框架发布 安徽合肥道闸广告 铝合金材质的电梯广告框架特点:
黑龙江热镀锌工字钢电话 真材实料
铁 压力式喷雾造粒干燥机 常州干燥
LPG-5 常州干燥 lpg高速离心喷雾干燥机
龙岩 黄色乱型板碎拼石 红色板岩碎拼石
可以吸收和分散冲击力 能够承受较大的负荷 4.0冠簧母针
物流运输拍摄
南宁气体混合配比器 诚信合作
山西开幅机厂家 缠绕美观-运行平稳-质量可靠 自动退捻开幅机
大理催芽黄精种子
安徽8吨生物质锅炉 运营成本低
户外铝合金雨棚厂家-pc乳白耐力板-耐腐蚀遮风挡雨
南通15吨生物质锅炉 实体厂家
安顺车辆冲洗设备 智能感应与自动化洗车过程
冰乙酸 珠海冰乙酸供应商
在受力后*恢复原状 可以提供弹性支撑力 2.4mm冠簧母针
西安不锈钢液动下开式堰门雨水污水自动分流 雨污分流设备 雨污合流管道自动分流
PEAKE披克门口登记系统 吕梁PEAKE披克访客通道销售商
河南施工围挡销售 施工围挡安装 工地便捷安装简易围挡板