东莞海环五金有限公司
- 所在区域:广东东莞常平
- 经营性质:私有企业
- 企业类型:生产加工
- 注册地:广东省东莞市
- 主营产品:异性弹簧,拉力弹簧,车轴,压缩弹簧,车件,弹簧厂家
- 注册资金:人民币 100 万元以下
- 企业已认证
- 个人实名未认证
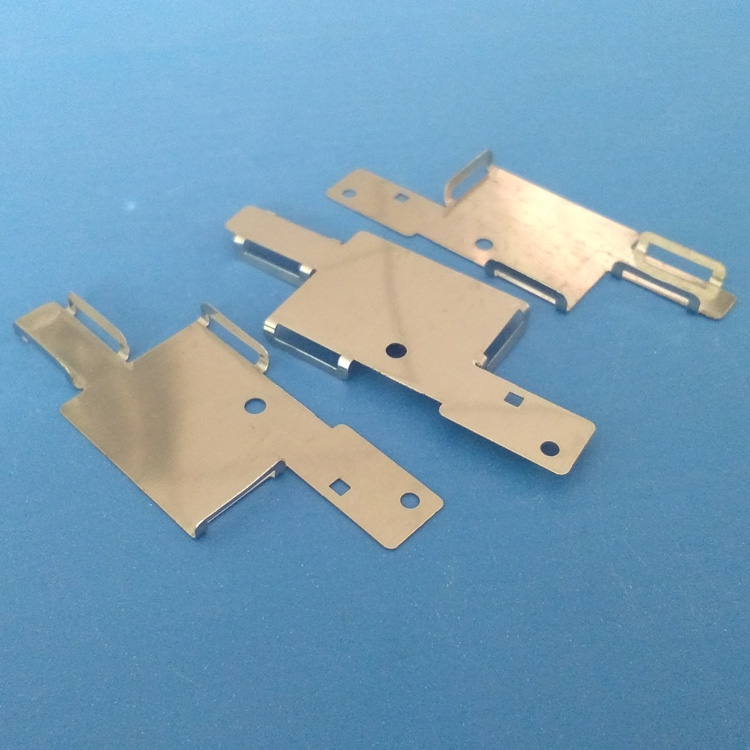
- “东莞海环五金定制不锈钢冲压件 冲压垫片 金属冲压”详细信息
| 产品规格: | 非标 | 产品数量: | 10000.00 个 |
|---|---|---|---|
| 包装说明: | 不限 | 价格说明: | 不限 |
| 查看人数: | 268 人 | 本页链接: | https://info.b2b168.com/s168-67219395.html |
冲压加工是借助于常规或**冲压设备的动力,使板料在模具里直接受到变形力并进行变形,从而获得一定形状,尺寸和性能的产品零件的生产技术。板料,模具和设备是冲压加工的三要素。冲压加工是一种金属冷变形加工方法。所以,被称之为冷冲压或板料冲压,简称冲压。它是金属塑性加工(或压力加工)的主要方法之一,也隶属于材料成型工程技术。 冲压工序顺序是指冲压加工过程中各道工序进行的先后次序。冲压工序的顺序应根据工件的形状、尺寸精度要求、工序的性质以及材料变形的规律进行安排。一般遵循以下原则: (1)对于带孔或有缺口的冲压件,选用单工序模时,通常先落料再冲孔或缺口。选用级进模时,则落料安排为较后工序。 (2)如果工件上存在位置靠近、大小不一的两个孔,则应先冲大孔后冲小孔,以免大孔冲裁时的材料变形引起小孔的形变。 (3)对于带孔的弯曲件,在一般情况下,可以先冲孔后弯曲,以简化模具结构。当孔位位于弯曲变形区或接近变形区,以及孔与基准面有较高要求时,则应先弯曲后冲孔。 (4)对于带孔的拉深件,一般先拉深后冲孔。当孔的位置在工件底部、且孔的尺寸精度要求不高时,可以先冲孔再拉深,这样有助于拉深变形,减少拉深次数。 (5)多角弯曲件应从材料变形影响和弯曲时材料的偏移趋势安排弯曲的顺序,一般应先弯外角后弯内角。 (6)对于复杂的旋转体拉深件,一般先拉深大尺寸的外形,后拉深小尺寸的内形。对于复杂的非旋转体拉深尺寸的应先拉深小尺寸的内形,,后拉深大尺寸的外部形状。 (7)整形工序、校平工序、切边工序,应安排在基本成形以后
主要经营公司主要生产各式五金配件,包括各种弹簧(压缩压力弹簧、拉伸扭转弹簧、异形弹簧、电池弹簧,冲压件,不锈钢产品、及数控车床件等等),拥有完整、科学的质量管理体系。我们对外,专门为客户设计上提供技术支持,引进日本、中国台湾先进的生产设备,技术力量雄厚,能根据客户的要求,迅速、快捷设生产各种特异功能产品。我司以诚信服务、实力加工、产品质量为核心获得国内外各界人士的认可。。
单位注册资金单位注册资金人民币 100 万元以下。
- 我要给商家留言
- 商家联系方式
- 商家为您推荐
- 商家更多产品推荐
-
四通阀厂家,四通阀,嘉兴裕隆
气动离合器,曲靖气动离合器,厦门佛蓝德 查看
为家提供新鲜空气健康除菌新呼吸
重庆美甲美睫培训学校的报名课程有哪些
高青发电机出租,欢迎你来的咨询我们
圣阳蓄电池12V120AH供应商报价
广州衣服销毁单位
多层板研磨_菊川_苏州多层板研磨
深圳智能管理平板充电柜_深圳智能管理平板充电柜批发
北京质鼎膜结构公司供应洛阳 污水处理池罩棚案例 污水池顶棚封闭工程 污水池加盖除臭