无锡市氟瑞特防腐科技有限公司
- 所在区域:江苏无锡滨湖区
- 经营性质:有限责任公司
- 企业类型:生产加工
- 注册地:江苏省无锡市
- 主营产品:钢衬四氟设备,钢滚涂四氟设备,钢衬PP/PO/PE设备,全塑设备
- 注册资金:人民币 500 - 1000 万元
- 企业已认证
- 个人实名已认证
- 商家相关产品:
钢衬PO管道价格
定做加工钢衬PO管道
钢衬PO管道厂家
- “定做加工钢衬PO管道厂家”详细信息
| 产品规格: | 定做加工 | 产品数量: | 1.00 件 |
|---|---|---|---|
| 包装说明: | 客户要求 | 价格说明: | 不限 |
| 查看人数: | 169 人 | 本页链接: | https://info.b2b168.com/s168-87939244.html |
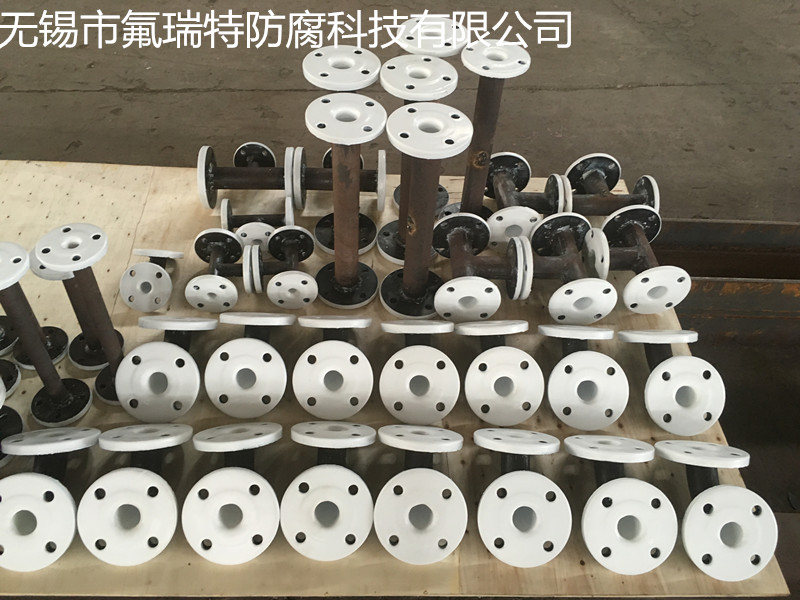
?钢衬PO管道,内衬PO管道,管道内衬PO,PO又称聚烯烃,它是防腐工程塑料的一种,常用于管道,精馏塔、热交换器,釜、塔、槽的衬里,阀门等化工设备。内衬PO管道,基本上采用的工艺都是滚塑一次成型,具体操作流程如下: **节?下料 一、下料前检查钢管的规格及表面是否有伤痕、气孔、重叠皮、夹渣等缺陷。二、钢管下料尺寸偏差不大于1mm,且较大不**过3mm。下料尺寸l=L-2(δ+t)。 钢管规格 φ25~φ38 φ45~φ89 >φ108 2(δ-t) 8 10 12 三、钢管切口应垂直于钢管中心线,管头倾斜偏差不大于管子直径的1%。 四、下料完毕后,切口的熔渣或毛刺应清除干净。 *二节?组?对 一、组对前检查法兰、管件或钢管的规格、数量、尺寸是否符合要求,准备好组对工装。 二、钢管和管件相对法兰螺孔应处于同一中心线上,偏差不大于1.5mm。 三、法兰螺栓孔均应跨中布置,偏移度不大于1/2°。 四、钢管和管件的法兰端面与管中心线垂直,垂直度偏差不大于2mm。 五、组对完检查是否符合标准或图纸的要求。 *三节?焊?接 一、焊接采用手工电弧焊,焊缝余高0~10%δ,且不大于3mm。 二、角焊缝的焊脚,取焊件中较薄的厚度。 三、焊缝鱼鳞波应光滑美观,高低宽窄应一致,焊缝金属与母材金属之间应平缓过渡。焊缝不允许存在咬边、焊瘤、裂纹、弧坑、表面气孔和飞溅物。 *四节?打?磨 一、管道内焊缝宜打磨平或过渡圆弧半径r≥?5mm,不得呈凹陷状,必要时需补焊。 *五节?打?砂 一、打砂用金刚砂使用前应筛选,不得含有油污和其他杂质,颗粒度在?2~3 mm,含水量不大于1%。 二、空气压力达到0.4~0.7MPa时,才可进行喷砂。 三、钢管及管件待衬表面应喷砂去除毛刺、锈迹及其它杂物,并不允许有尖棱角和锯齿性飞溅。待衬面出现均一的色彩,内外表面无锈色为合格。然后吹尽管道内沙砾。 四、打砂后宜在24小时内衬塑。当**过24小时后,要检查表面质量,合格后方可预热。 五、当出口端喷嘴磨损量**过原始半径20%时,喷嘴不得继续使用。 *六节?预?热 一、预热前,清理掉管内杂物,不允许有残留物。 二、钢管、管件的预热温度,一般取285℃-330℃(表面实测温度一般不**过300℃)。预热炉各点温度差应小于10℃在预热温度至少停留时间30分钟?。 *七节?滚?塑 一、塑粉不得有铁锈(屑)、木块、纸屑等有害杂质,必要时需过筛。 二、管道长度在500mm以上的需在滚动辊上滚塑,到温度达到滚塑温度即可加料。 三、加料前应先把法兰密封面成型工装加紧在法兰上,加料采用**加料管,加料应均匀一致。在停车情况下加料,加料后立即转动。 四、滚塑时间一般为2~15分钟,一般管径越大、壁厚越大时间越长,DN150以下控制在5分钟以内。 五、滚动辊圆周速度宜控制在40转/分以内,但不低于2转/分。一般管径越大速度越慢。 六、停转时,卸下密封面工装后**次找平(用凉的平整胎压平整)并冷却塑层,直至密封面光亮,光滑,凝固。冷却时必须转动,防止可能因温度局部过高而流淌影响使用及美观。 七、法兰拐角等较厚地方可采取湿布、喷雾等方法在外部快速降温。局部降温速度不宜太快,冷却水等不得接触衬层,防止衬层收缩过大,引起分层或剥离。时间一般不**过2min,且滚动架上转速?应低于30转/分。 八、在滚塑成型及冷却过程中应随时检查表面质量,及时修补缺陷,如时间**过20分钟(已凝固)则禁止修补。 九、表面稍微粗糙或平面度稍微起伏可用火焰或加热炉均匀加热,但避免因局部温度过高或燃烧而成黄色。 十、整体塑化不均、绝大部分表面粗糙、较大折皱、明显变色、有明显的厚度分界线、厚度较度不均、明显气泡、砂眼、密封面起伏**过20%、有两处以上杂质斑点等一律除塑料衬层后返工。 十一、管件和小于500mm的管道采用摇摆式滚塑机,做圆周运动至少10周,时间为3~10分钟。加紧法兰和法兰密封面成型工装时要对正,拆卸时保护好密封面。 十二、罐体(无妨碍成型的部件)或管道管件(一般DN>500),采用火焰加热成型。衬层在5mm以上时可考虑菱型金属网增强。 十三、火焰加热的罐体或管道管件应在旋转平台上加热,壳体受热应均匀,预热温度至少达到220℃,厚度较薄者温度稍高但不宜**过280℃,达到预热温度后至少10分钟才可加塑粉成型。 十四、为使粉料分布均匀可轻微震动;如加料过多,应及时清出,以免造成表面粗糙或厚度不均、融流痕迹影响表面质量。 *八节?检?验 一、钢管与管件法兰密封面衬层应平整、均匀,无焊渣、飞溅等影响密封效果的缺陷。密封面圆衬层偏心度在2mm以下,密封面圆衬层宽度在10mm以上。 二、管道与管件的衬层表面应无针孔、气泡、砂眼、伤痕、和沾附异物等妨碍使用的缺陷。 三、钢管与管件的内、外衬层应平整、光滑、无明显的凸凹不平现象,无明显波纹、凹陷、色泽不均及分解变色线。拐角处应圆滑过渡,过渡半径在?5mm与?10mm之间。 四、衬塑管、管件用电火花检测仪进行严格检查。 用5~20KV直流电火花检测仪检验,初检电压15.0KV;24小时后复检,复检电压8.0KV。检测时,探头应接触衬塑层并以100mm/S左右的速度进行移动,移动时若无电火花出现或未听到报警声,则认定热滚塑层针孔检查合格。 *九节?刷?漆 一、管道及管件温度降至50℃以下方可刷漆,外防腐采用红防锈漆。 二、刷漆前应除去铁锈、飞溅物、油污等表面杂物。 三、刷漆时,可采用涂刷或喷漆,油漆应涂得均匀一致,不得有气泡、剥落、龟裂等外观缺陷。 此种内衬PO管道.应用范围:介质:酸、碱、盐及部分**溶剂(能耐任何浓度的盐酸、磷酸和氢氟酸)?b.耐温:-60℃~98℃。 内衬PO管道用途:适用于一般腐蚀性流体介质输送,对所输送介质不产生毒性污染。钢滚塑PO管道具有整体一次成型无焊缝、外观平整、内壁光滑、耐高低温、强度高、抗老化、不渗漏、无毒性、耐酸碱、耐各种**酸、无机酸、各种溶液、寿命长等优点。此材料现已在化工、食品、饮料、电厂、矿业、多晶硅、电镀、工厂排污等行业已成功应用。无锡市氟瑞特防腐科技有限公司从事防腐行业数十年,技术成熟,质量可靠,是众多采购商,使用单位的理想选择。
主要经营钢衬四氟、滚涂四氟、喷涂四氟储罐、搅拌罐、化工塔、换热器、补偿器、搅拌桨、阀门、管道等设备。钢衬PTFA高温、耐负压储罐、搅拌罐、化工塔、换热器、管道等设备。钢滚PP/PO/PE储罐、搅拌罐、化工塔、换热器、补偿器、搅拌桨、阀门、管道等设备。全塑储罐、离子交换柱、过滤器等水处理设备。。
单位注册资金单位注册资金人民币 500 - 1000 万元。
- 我要给“定做加工钢衬PO管道厂家”留言
- “定做加工钢衬PO管道厂家”联系方式
- 为您推荐
- “定做加工钢衬PO管道厂家”相关产品,你也可查看该供应商更多供应产品
-
浙江故障指示器**厂家|架空型故障指示器
宝虹51108轴承尺寸40*60*13 5类平面推力球轴承
钢筋笼滚焊机价格 钻孔桩钢筋笼滚焊机 钢筋笼滚焊机价格
聊城出租展板
异形打磨机,打磨机,底漆打磨机,百瑞森德-可定制
肇庆深孔钻厂家推荐|四会模具
五层共挤po膜厂家-什么地方有卖优质五层共挤po膜
汤浅电池12v200ah-YUASA汤浅蓄电池NP210-12铅酸免维护蓄电池
唐三镜小型白酒蒸馏设备
绍兴管道铝皮工程价格多少_专业管道铝皮工程_管道铝皮工程施工队
金华管道铝皮工程价格多少_专业管道铝皮工程_管道铝皮工程施工队
安徽管道铝皮工程价格多少_专业管道铝皮工程_管道铝皮工程施工队
合肥管道铝皮工程价格多少_专业管道铝皮工程_管道铝皮工程施工队
唐三镜小型家用酿酒机器设备
钢筋笼自动滚焊机价格 钢筋笼自动滚焊机厂家 钢筋笼自动滚焊机价格表