- 更新时间:2024-04-27 16:10
所属行业:加工 机械零部件加工 -
发货地址:广东东莞虎门
信息编号:95724864,公司编号:6988448
产品规格:不限
产品数量:9999.00 个
包装说明:不限
产品单价:面议
官方网址:http://hongjia99.cn.b2b168.com/
- 15362808930 李会军
- 查看数:233人
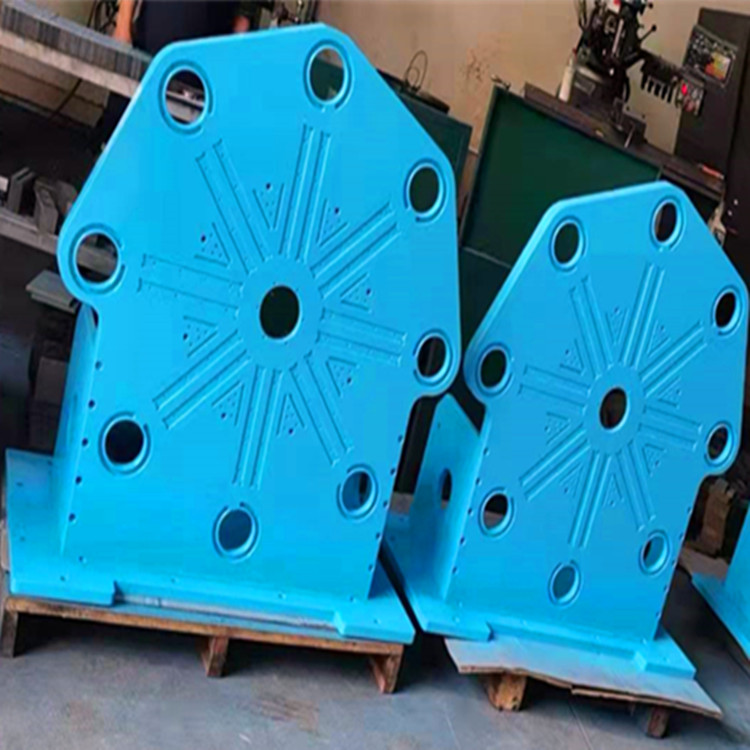
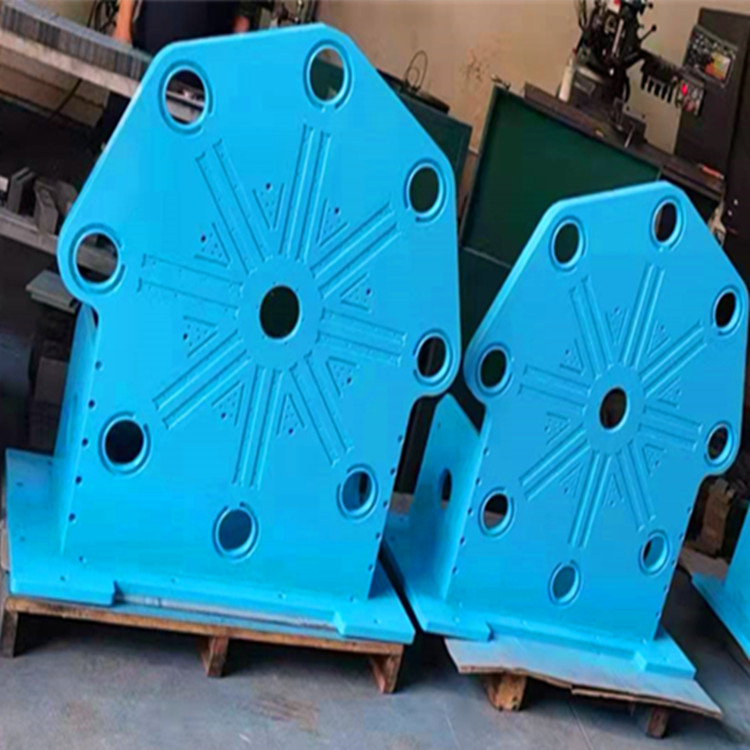
机械配件加工厂家
- 相关产品:
机械配件加工厂家
- 所在区域:广东东莞虎门
- 经营性质:有限责任公司
- 企业类型:生产加工
- 注册地:东莞
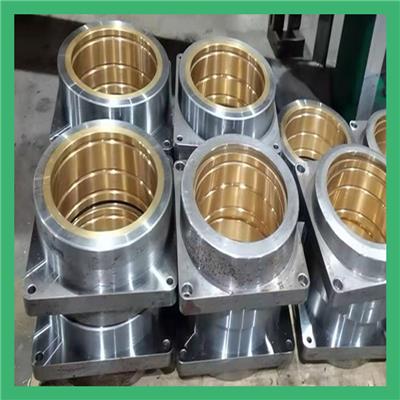
- 主营产品:cnc加工,精密零件批量加工,机械零部件加工
- 企业已认证
- 个人实名未认证
- 产品分类
- 商家其他产品
- “机械配件加工厂家”详细信息
所谓精密铸造工艺,简单说就是用易熔材料(例如蜡料或塑料)制成可熔性模型(简称熔模或模型),在其上涂覆若干层特制的耐火涂料,经过干燥和硬化形成一个整体型壳后,再用蒸汽或热水从型壳中熔掉模型,然后把型壳置于砂箱中,在其四周填充干砂造型,较后将铸型放入焙烧炉中经过高温焙烧(如采用高强度型壳时,可不必造型而将脱模后的型壳直接焙烧),铸型或型壳经焙烧后,于其中浇注熔融金属而得到精密铸件。精密铸造工艺操作程序:1、从保温槽中取出蜡缸,装在双工位液压蜡模压注机上,使用前应去除蜡料中空气及硬蜡。2、将模具放在压注机工作台面上定位,检查模具所有芯子位置是否正确,模具注蜡口与压注机射蜡嘴是否对正。3、检查模具开合是否顺利。4、打开模具,喷薄薄一层分型剂。5、按照技术规定调整压注机时间循环,包括压射压力、压射温度、保压时间、冷却时间等。6、每次循环完毕,抽出芯子,打开模具,小心取出蜡模,按要求放入冷却水中或存放盘中。注意有下列缺陷的蜡模应报废:A 因模料中卷入空气,蜡模局部有鼓起的;B蜡模任何部位有缺角的; C蜡模有变形不能简单修复的; D 尺寸不符合规定的。7、清除模具上残留的模料,注意只能用竹刀,不可用金属刀片清除残留模料,防止模具型腔及分型面受损。8、合上模具,进行下次压制蜡模。每班下班或模具使用完毕,应用软布或棉棒清理模具,使用螺钉紧固好模具。
机床精密铸件的热处理是机械制造中的重要工艺环节,与其它加工工艺相比,热处理一般不改变工件的形状和整体的化学成分,而是通过改变工件内部的显微组织,或改变铸铁平台和机床铸件表面的化学成分,赋予或改善工件的使用性能。其特点是改善铸铁平台和机床床身铸件的内在质量。为使机床精密铸件有所需要的力学性能、物理性能和化学性能,除合理选用材料和各种成形工艺外,热处理工艺是必不可少的。另外,铝、铜、镁、钛等及其合金也都可以通过热处理改变其力学、物理和化学性能,以获得不同的使用性能。整体热处理是对铸铁平板,铸铁弯板或机床床身铸件进行整体加热,然后以适当的速度冷却,以改变铸铁平台,平板,铸铁弯板或机床床身铸件的整体力学性能的金属热处理工艺。机床床身铸件,床身立柱,机床工作台等铸件整体热处理大致有退火、正火、淬火和回火四种基本工艺。机床床身铸件产品作为一种大型铸件必须要经过时效处理才能提高本身的使用性能,改善床身铸件的内在质量。机床床身铸件回火时应严格遵守回火工艺,筋板密集或易变形部位应加支撑筋,防止应回火温度导致变形和断裂。应有专人看管回火炉温度计,及时控制温度,防止温度过高或过低,这样会对回火工件有很大的影响。


- “机械配件加工厂家”联系方式
- 我要给“机械配件加工厂家”留言
- “机械配件加工厂家”商家推荐产品








- 机械配件加工厂家相关产品