东莞市星创精密模具有限公司
- 所在区域:广东东莞
- 经营性质:私有企业
- 企业类型:商业服务
- 注册地:东莞市常平镇木棆村常横路38号A区
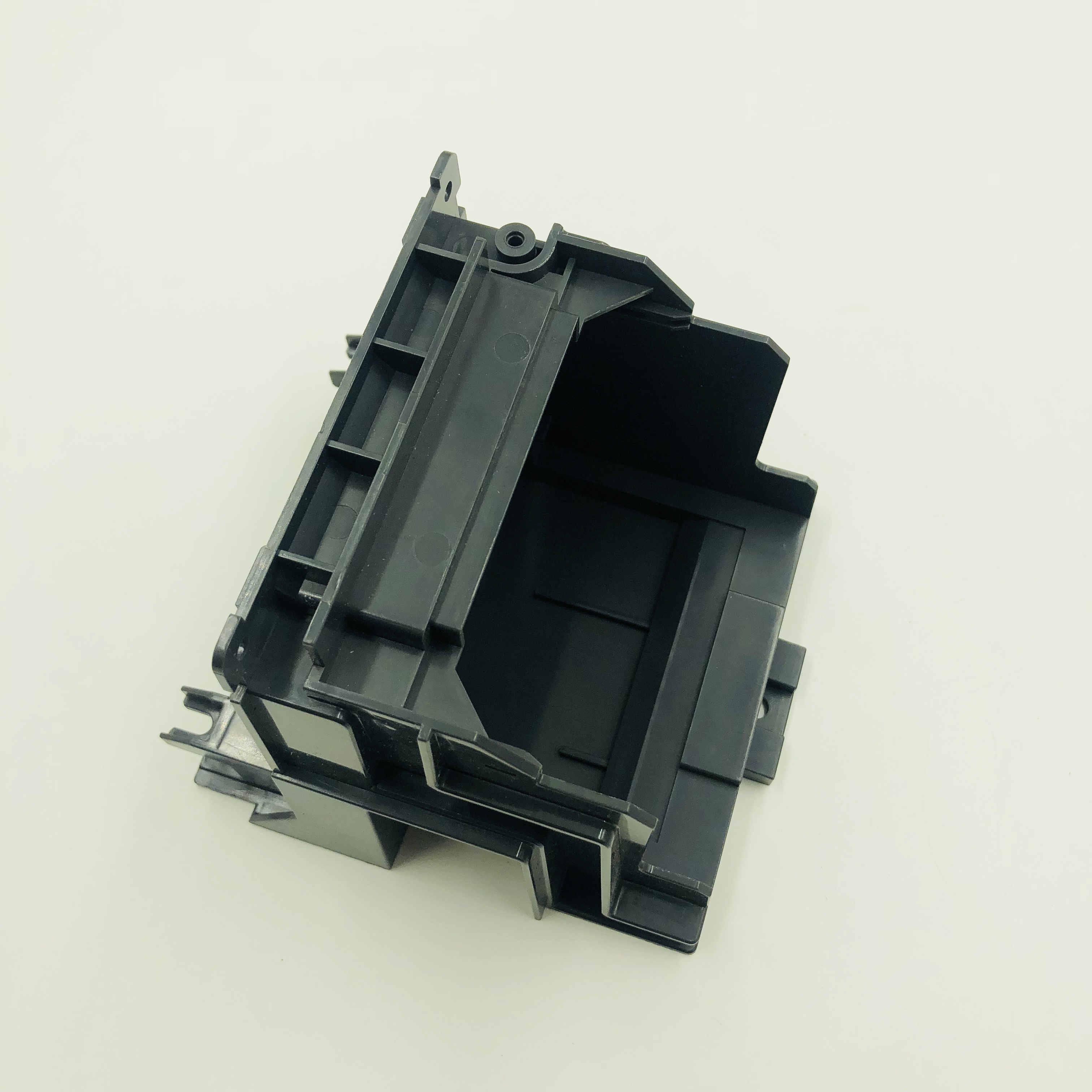
- 主营产品:精密模具
- 注册资金:人民币 250 - 500 万元
- 企业已认证
- 个人实名未认证
- 商家相关产品:
塑胶精密模具价格
深圳五金精密模具铸造
上海塑胶精密模具铸造
- 商家产品分类
- “东莞塑胶精密模具”详细信息
| 产品规格: | 不限 | 产品数量: | 9999.00 次 |
|---|---|---|---|
| 包装说明: | 不限 | 价格说明: | 不限 |
| 查看人数: | 156 人 | 本页链接: | https://info.b2b168.com/s168-97260296.html |
塑胶模具加工如何减少缺陷?星创精密模具小编就来告诉您答案。
1、合理使用冷却润滑液,发挥冷却、洗涤、润滑的三大作用,保持冷却润滑清洁,从而控制磨削热在允许范围内,以防止工件热变形。改善磨削时的冷却条件,如采用浸油砂轮或内冷却砂轮等措施。将切削液引入砂轮的中心,切削液可直接进入磨削区,发挥有效的冷却作用,防止工件表面烧伤。
2、将热处理后的淬火应力降低到较低限度,因为淬火应力、网状碳化组织在磨削力的作用下,组织产生相变较易使工件产生裂纹。对于高精度模具为了消除磨削的残余应力,在磨削后应进行低温时效处理以提高韧性。
3、消除磨削应力也可将模具在260~315℃盐浴中浸1.5min,然后在30℃油中冷却,这样硬度可下降1HRC,残留应力降低40%~65%。
4、对于尺寸公差在0.01mm以内的精密模具的精密磨削要注意环境温度的影响,要求恒温磨削。由计算可知,300mm长的钢件,温差3℃时,材料有10.8μm左右的变化,(10.8=1.2×3×3,每100mm变形量1.2μm/℃),各精加工工序都需充分考虑这一因素的影响。
5、采用电解磨削加工,改善模具制造精度和表面质量。电解磨削时,砂轮刮除氧化膜:而不是磨削金属,因而磨削力小,磨削热也小,不会产生磨削毛刺、裂纹、烧伤等现象,一般表面粗糙度可优于Ra0.16μm;另外,砂轮的磨损置小,如磨削硬质合金,碳化硅砂轮的磨损量大约为磨削掉的硬质合金重量的400%~600%,用电解磨削时,砂轮的磨损量只有硬质合金磨除量的50%~**。
东莞市星创精密模具有限公司专业模具解决方案供应商,生产高精密塑胶模具、家电注塑模具、数码注塑模具、汽车注塑模具等。
在国内大多数的模具制造企业,精加工阶段采用的方法一般是磨削,电加工及钳工处理。在这个阶段要控制好零件变形,内应力,形状公差及尺寸精度等许多技术参数,在具体的生产实践中,操作困难较多,但仍有许多行之有效的经验方法值得借鉴。
模具精加工的过程控制|的过程控制
模具非标零件的加工,一个总的指导思想是针对不同的材质,不同的形状,不同的技术要求进行适应性加工,它具有一定的可塑性,可通过对加工的控制,达到好的加工效果。的过程根据零件的外观形状不同,大致可把零件分三类:轴类、板类与异形零件,其共同的工艺过程大致为:粗加工热处理(淬火、调质)精磨电加工钳工(表面处理)组配加工。
随着现代模具制造水平的不断发展,对模具制造的要求也越来越高。许多模具制造企业加工的产品也正在向精密模具转移。在模具行业的十二五中,也明确将制造精密模具定为未来5年的发展目标之一。对于制造精密模具加工而言,电火花加工是非常可靠、有效的加工方法。虽然现在可以利用高速加工中心加工一些模具的精细部位,但是模具中一些深窄型腔、沟槽和拐角等形状复杂的地方,还是必须有电火花来完成。尤其是对于以电子行业为代表的精密模具制造企业,电火花加工将是他们生产中所必不可少的加工设备。
欢迎来到东莞市星创精密模具有限公司网站,我公司位于素有“龙舟之乡、中国民间艺术之乡、举重之乡、粤剧之乡”之美誉,号为“世界工厂”的东莞市。 具体地址是广东东莞东莞市常平镇常横路38号A区,负责人是潘小航。1、合理使用冷却润滑液,发挥冷却、洗涤、润滑的三大作用,保持冷却润滑清洁,从而控制磨削热在允许范围内,以防止工件热变形。改善磨削时的冷却条件,如采用浸油砂轮或内冷却砂轮等措施。将切削液引入砂轮的中心,切削液可直接进入磨削区,发挥有效的冷却作用,防止工件表面烧伤。
2、将热处理后的淬火应力降低到较低限度,因为淬火应力、网状碳化组织在磨削力的作用下,组织产生相变较易使工件产生裂纹。对于高精度模具为了消除磨削的残余应力,在磨削后应进行低温时效处理以提高韧性。
3、消除磨削应力也可将模具在260~315℃盐浴中浸1.5min,然后在30℃油中冷却,这样硬度可下降1HRC,残留应力降低40%~65%。
4、对于尺寸公差在0.01mm以内的精密模具的精密磨削要注意环境温度的影响,要求恒温磨削。由计算可知,300mm长的钢件,温差3℃时,材料有10.8μm左右的变化,(10.8=1.2×3×3,每100mm变形量1.2μm/℃),各精加工工序都需充分考虑这一因素的影响。
5、采用电解磨削加工,改善模具制造精度和表面质量。电解磨削时,砂轮刮除氧化膜:而不是磨削金属,因而磨削力小,磨削热也小,不会产生磨削毛刺、裂纹、烧伤等现象,一般表面粗糙度可优于Ra0.16μm;另外,砂轮的磨损置小,如磨削硬质合金,碳化硅砂轮的磨损量大约为磨削掉的硬质合金重量的400%~600%,用电解磨削时,砂轮的磨损量只有硬质合金磨除量的50%~**。
东莞市星创精密模具有限公司专业模具解决方案供应商,生产高精密塑胶模具、家电注塑模具、数码注塑模具、汽车注塑模具等。
在国内大多数的模具制造企业,精加工阶段采用的方法一般是磨削,电加工及钳工处理。在这个阶段要控制好零件变形,内应力,形状公差及尺寸精度等许多技术参数,在具体的生产实践中,操作困难较多,但仍有许多行之有效的经验方法值得借鉴。
模具精加工的过程控制|的过程控制
模具非标零件的加工,一个总的指导思想是针对不同的材质,不同的形状,不同的技术要求进行适应性加工,它具有一定的可塑性,可通过对加工的控制,达到好的加工效果。的过程根据零件的外观形状不同,大致可把零件分三类:轴类、板类与异形零件,其共同的工艺过程大致为:粗加工热处理(淬火、调质)精磨电加工钳工(表面处理)组配加工。
随着现代模具制造水平的不断发展,对模具制造的要求也越来越高。许多模具制造企业加工的产品也正在向精密模具转移。在模具行业的十二五中,也明确将制造精密模具定为未来5年的发展目标之一。对于制造精密模具加工而言,电火花加工是非常可靠、有效的加工方法。虽然现在可以利用高速加工中心加工一些模具的精细部位,但是模具中一些深窄型腔、沟槽和拐角等形状复杂的地方,还是必须有电火花来完成。尤其是对于以电子行业为代表的精密模具制造企业,电火花加工将是他们生产中所必不可少的加工设备。

主要经营公司成立於2008年,是一家为客户订制精密模具开发、设计、制造、注塑 、喷油、丝印、 镭雕的生产商。为客户提供符合品质要求的产品,高效的服务,共创双赢的经营理念! We found in 2008, it is a custom mold design , manufacture, injectio。
单位注册资金单位注册资金人民币 250 - 500 万元。
- 我要给“东莞塑胶精密模具”留言
- “东莞塑胶精密模具”联系方式
- 为您推荐
- “东莞塑胶精密模具”相关产品,你也可查看该供应商更多供应产品
-
3m喷绘制作_喷绘制作_南宁树信广告(查看)
专车客运郑州到东胜大巴长途车直达东胜
候车亭厂家
供甘肃张掖梯级式桥架和兰州托盘式桥架报价
河北西门子S7-1200经销商
2019上海服装展
青岛拼接融合费用
吸附剂配方还原技术分析
商丘哪家涂料桶质量好_涂料桶_【河南优盛塑业】(查看)
异形切割礼品盒海绵内衬
豫达机械(图)|油桶撕碎机型号|大洼县油桶撕碎机
橡胶坝维修及修补牡丹江聚诚橡胶公司
快速杀菌剂、杀菌剂、天津润淼水处理
环氧树脂改性灌浆料
一票直达郑州到湖州的大巴长途直达班车
东莞电池韩国KC认证第三方代理一般需要价格
5A级景区污水处理设备
新建地磅
到寿光专车-郑州到寿光的大巴车班车
美景汇-上海美景汇价格
双鸭山HDD1-60制砖机搅刀耐磨焊条厂家