- 2024-04-27 16:10 1700
- 产品价格:1.00 元/个 起
- 发货地址:广东东莞虎门 包装说明:不限
- 产品数量:9999.00 个产品规格:不限
- 信息编号:97804841公司编号:6988448
- 李会军 经理 微信 15362808930
- 进入店铺 在线留言 QQ咨询 在线询价
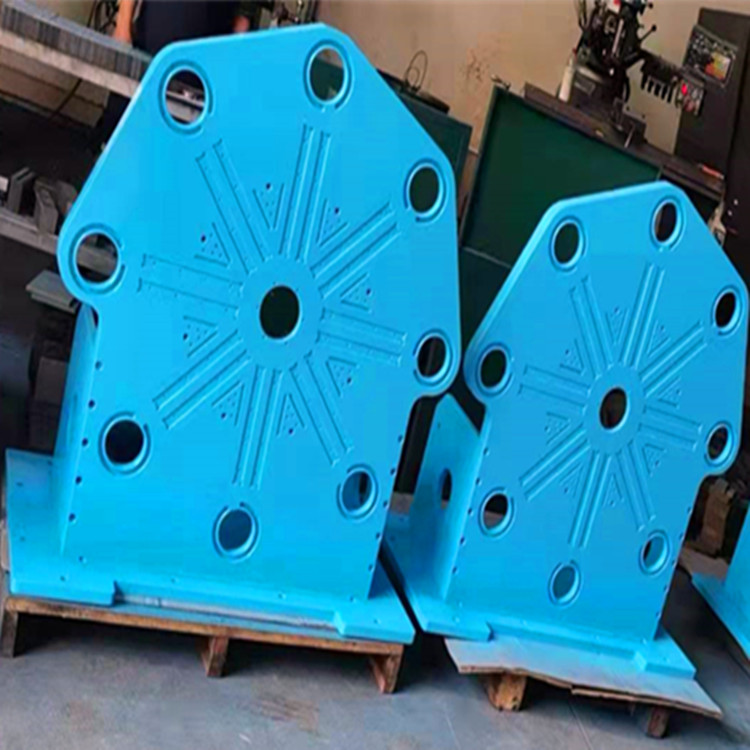
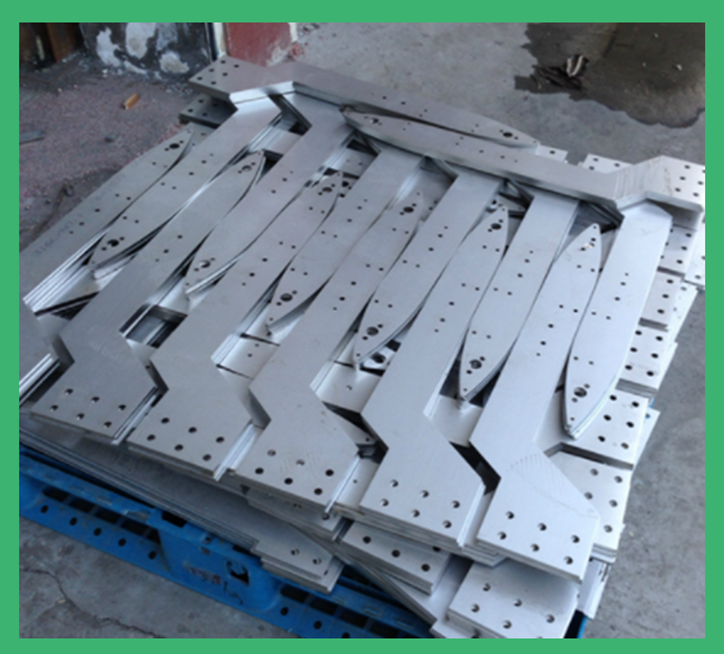
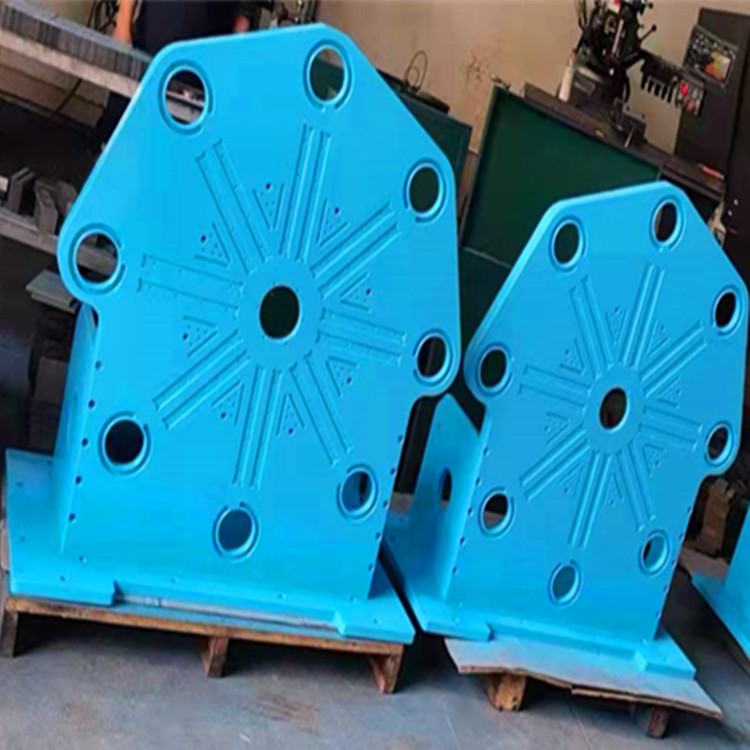
精密五金零配件加工 加工质量有保证
- 相关产品:
精密五金零配件加工
前模开粗的问题:
首先将铜公图在前视图或边视图内旋转180o即变成了前模图,当然还要加上枕位,PL面;原身要前模留的地方,不要用镜身的方法将铜工图变成前模图,有时会错(当铜公图X方向Y方向都不对称时)。
前模加工时有二个难点:材料比较硬;前模不可轻易烧焊,错不得。
前模开粗时用刀原则同铜工相似,大刀开粗→小刀工粗→大刀光刀→小刀光刀,但前模应尽量用大刀,不要用太小的刀,容易弹刀,开粗通常先用刀把()开粗,光刀时也尽量用圆鼻刀,因这种刀够大,有力,有分型面的前模加工时,通常会碰到一个问题,当光刀时分型面因碰穿机要准娄数,而型腔要留0.2~0.5的加工余量(留出来打火花)。这是可以将模具型腔表面朝正向补正0.2~0.5,面在写刀路时将加工余量设为0。
前模开粗或光刀时通常要限定走刀范围,要记住你所设的范围是刀具中心的范围,不是刀具边界的范围,不是刀所加工到的范围,而大一个刀具半径。
前模开粗常用的刀路方法是曲面挖槽,平行式光刀。前模加工时分型面,枕位面一般要加工到准数,而碰穿面可以留0.1余量,以备配模。










{kind=link}